

【深圳钢化玻璃加工厂】深圳普通玻璃钢化的价格,深圳哪里有钢化玻璃加工厂
公司简介:
深圳市永创钢化玻璃加工厂是***的钢化玻璃生产厂家,主营业务有钢化玻璃加工定做,超白玻璃加工定做等,业务范围涵盖:东莞超白玻璃,广州钢化玻璃厂,东莞钢化玻璃
是超白玻璃加工定做和钢化玻璃加工定做行业的品牌企业。深圳市永创钢化玻璃加工厂拥有一大批长期从事钢化玻璃加工定做,生产、技术开发和应用的***人才。
二十年来,深圳市永创钢化玻璃加工厂一直在钢化玻璃加工定做产品质量和服务质量上严格把关,赢得了广大客户的信赖和支持。
公司电话:158-128-94534
企业***:240388829
钢化玻璃是如何生产出来了?用了怎样的工艺技术?
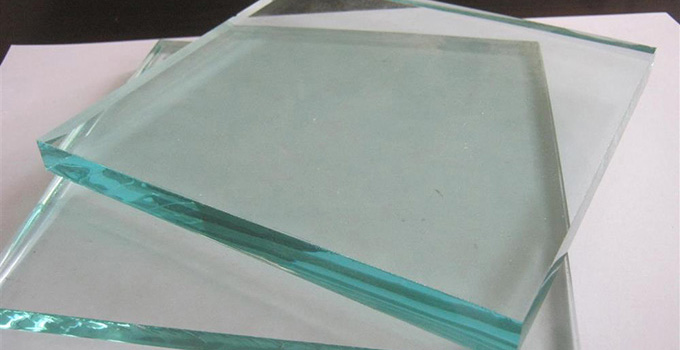
钢化玻璃,就是一般建筑.家电.家私上起装饰用的安全玻璃。是比普通玻璃抗压抗冲击力强4到8倍。是通过均匀且快速加热至钢化点(一般在630摄氏度以上),然后迅速进入冷却段急冷(急冷介质是吹风),不同厚度的玻璃要调整急冷风压不同。这样玻璃体内的高温产生一种像外张应的力量,而表面被急速冷却形成一种向内压应的力量。钢化玻璃就是这个道理。
钢化玻璃都是由普通玻璃制作过来的。一般有两种方法
物理法提前切成你喜欢的大小和样子哦亲,物理法做出来的玻璃不能进行切割哦。准备好的玻璃接近的软化点。降温吧,均匀快速的降温,然后你的钢化玻璃做好了。
化学法(行内叫离子交换法),准备玻璃,大小可以变,这个可以切哦,虽然很费事,但是真的可以切。准备个池子,里面放入***,加热到低于玻璃退火温度,制作熔盐池(表激动,***那玩意不到350度就成汤了)。
把你的玻璃扔池子里面泡澡吧。根据厚度泡不同长度的时间,捞出来,均匀降温,玻璃出炉。
如何提高钢化玻璃的成品率
钢化玻璃在日常生活中到处可见,使用越来越广泛。生产钢化玻璃的玻璃加工企业也越来越多,如何有效地提高钢化玻璃的成品率,这是所有玻璃深加工企业一直关心的问题。
要提高钢化玻璃的成品率,必须做到以下几点:
一、玻璃在钢化前必须要磨边。玻璃磨边质量的好坏对钢化成品率的高低起到决定性作用。玻璃在切割时,边部会留下很小、很细的裂纹,肉眼几乎看不见。磨边的作用有两个,一是美观,二是为了在钢化时不容易破碎,提高钢化玻璃的成品率。
二、调整好钢化的工艺参数。钢化的工艺参数主要就是加热温度、加热时间钢化冷却的风压时间和钢化冷却的时间。钢化的温度和加热的时间是成反比的,温度越高相对来讲加热的时间越短。
但是,我们在钢化12mm以上厚玻璃的时候,如果炉膛温度过高的话,很容易在炉膛里面炸炉。当然炸炉的原因很多,炉膛温度设定过高是主要原因。
建议12mm以上的玻璃在钢化时将炉膛温度设定在665度左右,并且适当延长加热时间。在确定温度以后需要选择合理的加热时间,一般情况下每毫米的加热时间在40秒左右。
但是在钢化大版面的玻璃时需要增加10%的加热时间,在钢化打孔、挖角的玻璃时也要增加10%的加热时间。辩证的掌握加热时间和加热温度非常重要,也是提高钢化玻璃成品率的关键。
三、玻璃加热均匀的重要性。玻璃其实是一个立方体,有4条边6个面。玻璃的上下两个面的加热比较慢,在钢化大版面玻璃时,玻璃的中间往往受热***慢,有的时候钢化出来的玻璃会形成一个锅形(特别是接近正方形的大版面玻璃),这是由于边部加热过快,中间加热太慢造成的,也就是加热完成以后,玻璃边部的温度大大高于玻璃中间的温度。
要想大版面的玻璃受热均匀,***好把炉膛的温度设定成一个加热曲线(横向)中间的温度高于设定温度10度,边部的温度低于设定温度10度。这样钢化出来的玻璃既整度颗粒度又均匀。
四、打孔、挖角的玻璃。一般来讲钢化玻璃如需打孔的话,需要注意一下几点:
1、孔径要大于等于玻璃的厚度;
2、孔边离玻璃边的距离大于等于玻璃厚度的两倍;
3、两孔之间的距离,孔边与孔边的距离大于等于玻璃厚度的两倍。万一达不到这个要求又必须打孔的话,可以采取开槽的办法解决。在不影响使用和美观的情况下,在玻璃边部用切割机把玻璃边和孔之间切一条小口。这是解决部分不符合打孔要求又必须打孔的***佳方案。
以上这些是我从事玻璃深加工20来年的经验和体会,和大家一起分享。