




汽车门锁生产线 防盗门锁生产线 电梯门锁生产线 ***门锁生产线 大型门锁生产线 铝合金门锁生产线 ***门锁生产线

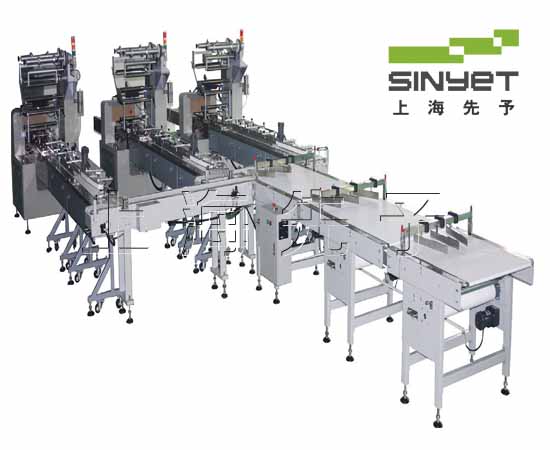
自动门锁生产线由两个部装单元和一个总装单元组成,系统包括多点旋铆、润滑油/润滑脂加注、弹簧卷饶、卡环压装、质量检测等20个工作站,装配时间为23秒/件,可适应多品种产品生产。
自动门锁生产线采用自动上下料生产线包括上料机,门锁机,下料机;整线可实现自动上料-打门锁孔-自动下料;龙门式的上下料机机构稳定,移动精度高,该设备载重150KG,使用气压0.6MPA。

1.装铆外开启连杆:组装外开启连杆回复弹簧、外开启连杆与固定板、铆轴,按要求铆接 轴需拌油、运动部位涂油;
2.装铆锁舌轴:组装锁舌轴,按要求铆接;轴需拌油、运动部位涂油;
3.锁体组装1:锁体壳装小缓冲块、大缓冲块;装止动爪、止动爪回复弹簧、装锁舌回复弹簧;
4.锁体组装2:装固定板组件;装锁舌回复弹簧、锁舌 簧需拌油;安装正确、到位;
5.装铆锁体盖板:组装锁体盖板并对锁舌铆轴进行铆接,铆点不高于盖板安装面;
7.装***连杆组件:***连杆(金属件)、***连杆(塑料件)、***连杆回复弹簧按要求组装;
8.***连杆组件装配到锁体组件上:按要求正确将***连杆组件装配到锁体组件上 ,安装正确、到位,运动部位涂油;
9.装中间连杆、中间连杆回复弹簧:按要求正确将中间连杆、中间连杆回复弹簧装配到锁体上;
11.装位置开关并锡焊,装涡轮橡胶 下壳体装配位置开关并锡焊、装涡轮橡胶,安装正确、到位,锡焊牢靠。
自动门锁生产线应用于批量制造,可根据不同客户的需求提供丰富的功能与配置。
