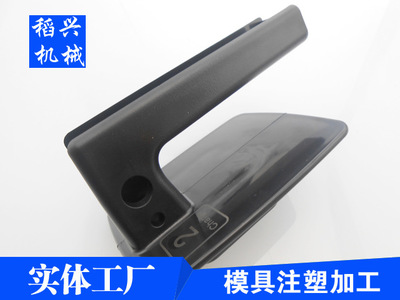

管件是将管子连接成管路的零件。根据连接方法可分为承插式管件、螺纹管件、法兰管件和焊接管件四类。多用与管子相同的材料制成。
用于管子互相连接的管件有:法兰、活接、管箍、卡套、喉箍等。钢制管件均为承压管件。根据加工工艺不同,分为四大类,即对焊类管件(分有焊缝和无焊缝两种)、承插焊和螺纹管件、法兰管件。
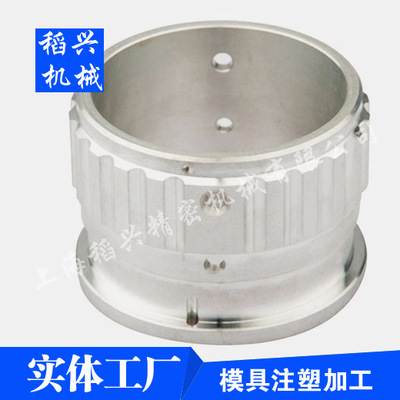
三通的液压胀形是通过金属材料的轴向补偿胀出支管的一种成形工艺。其过程是采用专用液压机,将与三通直径相等的管坯内注入液体,通过液压机的两个水平侧缸同步对中运动挤压管坯,管坯受挤压后体积变小,管坯内的液体随管坯体积变小而压力升高,当达到三通支管胀出所需要的压力时,金属材料在侧缸和管坯内液体压力的双重作用下沿模具内腔流动而胀出支管。
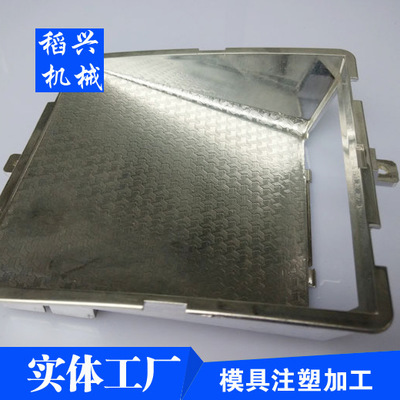
注塑模具内的温度各点不均匀,也和***周期中的时间点有关。模温机的作用就是保持温度恒定在2min和2max之间,也就是说防止温度差在生产过程或间隙上下波动。在联合控制中,温度传感器在模具中的位置极其重要,放置温度传感器时,必须考虑形状、结构及冷却通道的位置。另外,温度传感器应被放置在对注塑件质量起决定性作用的地方。连接一个或多个模温机到注塑机控制器上有很多途径。从操作性、可靠性和抗干扰考虑可使用数字接口。
注塑模具的热平衡控制注塑机和模具的热传导是生产注塑件的关键。对热塑性塑料而言,模具温度高一点通常改善表面质量和流动性,但延长冷却时间和注塑周期。模具温度低一点降低在模具内的收缩,但增加脱模后注塑件的收缩率。而对热固性塑料来说,高一点的模具温度通常减少循环时间,且时间由零件冷却需时间决定。此外,在塑胶的加工中,高一点的模具温度还减少塑化时间,减少循环次数。