




实惠款价格6米CW6193车床,6293车床工厂电话刀座编码选择:刀座编码方式是对刀库的刀座进行编码,刀具进行编号。装刀时,将与刀座编码相对应的刀具放入刀座中,然后根据刀座的编码选取刀具。刀座编码的识别原理与上述刀具编码的识别原理完全相同。实惠款价格6米CW6193车床,6293车床工厂电话刀座编码方式取消了刀柄中的编码环,使刀柄的结构大为简化。因此刀具识别装置的结构不受刀柄尺寸的限制,而且可以放置在较为合理的位置。采用这种编码方式时,当操作者把刀具误放入编码不符的刀座内,仍然冷造成事故。实惠款价格6米CW6193车床,6293车床工厂电话刀具在自动交换过程中必须将用过的刀具放回原来的刀座内,增加了刀库动作的复杂性。与顺序选择相比,刀座编码选择方式***突出的优点是刀具可以在加工过程中重复多次选用。可根据客户要求定做:主要参数及各部尺寸
|
实惠款6米CW6193车床,6293车床工厂电话规格型 号 |
|
CW6193B/CCW6293B/C |
|
床身上***大回转直径 |
mm |
930 |
|
刀架上***大回转直径 |
mm |
650 |
|
***大工件长度 |
mm |
750,1500,2000,3000-15000 |
|
马鞍槽内回转直径/有效宽度 |
mm |
1100/300 |
|
主轴通孔直径和轴头型式 |
mm |
φ104;D11(B系列) φ130;D11(C系列) |
|
主轴通孔前端锥体和***锥度 |
mm |
φ120(B系列) φ140(C系列)莫氏5号 |
|
主轴转速级数和范围 |
r/min |
18种6-800(B系列) |
|
纵进给量级数和范围 |
mm/r |
64种0.05-24.3 |
|
价格实惠款6米CW6193车床,6293车床工厂电话范围1:1 |
mm/r |
0.1-1.52 |
|
范围16:1 |
mm/r |
1.6-24.3 |
|
用交换齿轮微量进给范围 |
mm/r |
0.05-0.76 |
|
横向进给量与纵进给量的比率 |
|
1/2 |
|
床鞍快移速度 |
mm/min |
4000 |
|
机床丝杠螺距 |
mm |
12(公制)1/2"(英制) |
|
公制螺纹种数、范围 |
mm |
50种 1-240 (另有14种非标螺纹) |
|
英制螺纹种数、范围 |
|
26种 14-1 t.p.i |
|
模数螺纹种数、范围 |
mm |
53种 0.5-120 |
|
径节螺纹种数、范围实惠款6米CW6193车床,6293车床工厂电话 |
|
24种 28-1 DP |
|
下刀架***大横向行程 |
mm |
500 |
|
上刀架***大行程 |
mm |
200 |
|
尾座套筒行程 |
mm |
250 |
|
尾座套筒锥度 |
|
莫氏5号 |
|
床身导轨宽度及淬火硬度 |
mm |
550RC52 |
|
主电机功率 |
kW |
11 |
|
快速电机功率 |
kW |
1.1 |
|
冷却泵电机功率 |
w |
90 |
|
机床宽度×高度/包装宽度×高度 |
mm |
1380×1450 |
|
机床长度/包装箱长度 |
|
|
|
***大工件长度 |
|
|
|
750 |
mm |
|
|
1500 |
mm |
3690/3900 |
|
2000 |
mm |
|
|
3000 |
mm |
5190/5400 |
|
4000 |
mm |
6100/6350 |
|
5000 |
mm |
7200/7430 |
|
机床净重 |
|
|
|
***大工件长度 |
|
|
|
750 |
mm |
|
|
1500 |
mm |
4200/4950 |
|
2000 |
mm |
|
|
3000 |
mm |
5200/6250 |
|
4000 |
mm |
6300/7500 |
|
5000 |
mm |
7300/8700 |
|
床身宽度 |
mm |
550/600 |
|
***大承重 |
kg |
2000实惠款6米CW6193车床,6293车床工厂电话 |
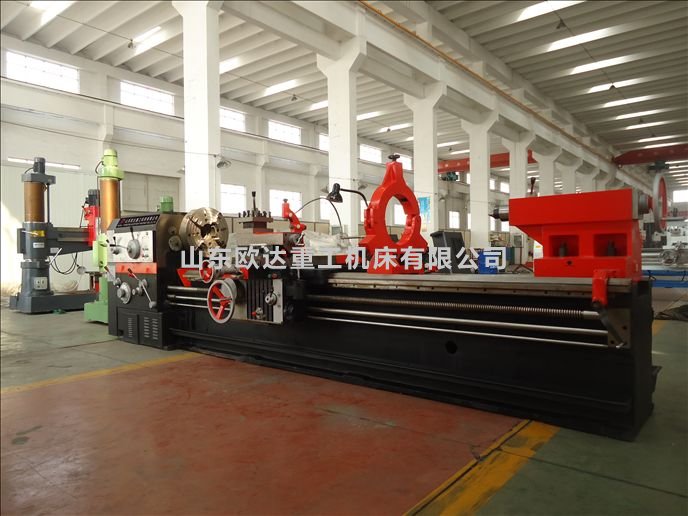
床头箱内用压力油强制润滑,主轴转速范围具有数种,供用户选择。溜板箱内有安全机构,可防止车床因过载而损坏。实惠款6米CW6193车床,6293车床工厂电话上刀架可以机动车削短的锥体,纵向进给与上刀架进给的复合运动可机动车削长的锥体,床身导轨经表面淬火,以提高导轨的寿命,车床的操纵手柄集中,使用方便灵活。
车床床身采用大宽度侧壁双筋板、内筋板采用箱形和斜筋组合结构,整体刚度比单壁门形筋结构提高三分之一。操纵集中,溜板设有快移机构,用单手柄形象化操纵;主轴正反转转换及刹车采用液压控制。车床结构刚度与传动刚度均较高,精度稳定,并能进行强力切削。实惠款6米CW6193车床,6293车床工厂电话床身道轨下滑面采用TSF耐磨镶层结构,运动轻便灵活,寿命长;润滑系统为箱外循环,提高了加工精度。主轴孔为104mm、尾座装有刻度盘和刻线,使用直观;机床外形整体美观,易于擦拭和维护。