


一、功能描述
本设备主要完成工件的压装功能,采用手工上、下件,自动压装的工艺方式, 压装过程中对压入力及位移进行实时采集、监控、绘制压装曲线,并能够实现数据存储。
设备生产节拍按 10s 设计(不含手动上下件时间及保压时间)。
二、设备工作环境
1、电源:三相五线制,AC220V±10%,频率 50Hz±2%;
2、气源:≥0.5Mpa;
3、相对湿度:≤90%;
4、环境温度:5℃~45℃;
5、安装地面:平整
三、压装主要参数
1、最大加载力(KN):1.5
2、力值精度及范围:±0.51%FS
3、电缸行程(mm):400
4、最大开口(mm):285
5、滚珠丝杆导程(mm):10
9、压机快进速度(mm/s):0-500 可调整
7、压机工进速度(mm/s):0-500 可设定
8、工作台面尺寸:380×240
四、设备主要技术要求说明
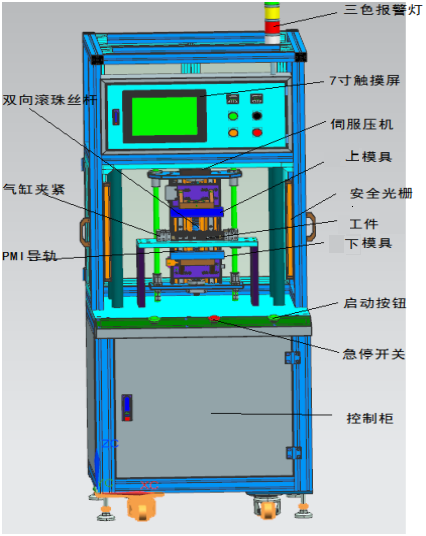
伺服压机主要由本设备主要由伺服电缸,伺服动力系统,电气控制组成。伺服动力系统进口伺服电机,电气控制部分由触摸屏, PLC,优质压力传感器,操作简单,控制方便 。
- 整体结构:上端固定板与压机加载机构连接,下端固定板与工作台板连接, 工作台板用于放置夹具工装。


- 电气系统
本系统由三相 AC220V、50HZ 电源供电,系统控制电源为 DC24V 电源。
- 系统布局组成:
- 、压机下侧有一配电柜。内部电气元件采用优质品牌,设备动作由 PLC 和触摸屏协调控制,能够实现加工数据的存储;
- 、设备配置触摸显示器,用于参数调整、过程监控、数据查询等。设备在实时采集加工过程数据并进行质量判定,不合格时报警提示。设备具有超限保护、安全报警等功能。
- 软件功能描述
软件采用分级控制,用户名和密码需要匹配才能进入系统。
|
序号 |
动作流程 |
手动/自动 |
|
1 |
人工将工件放入到定位夹具中 |
手动 |
|
2 |
人工启动设备 |
手动 |
|
3 |
自动压装并进行判断存储 |
自动 |