


产品用途
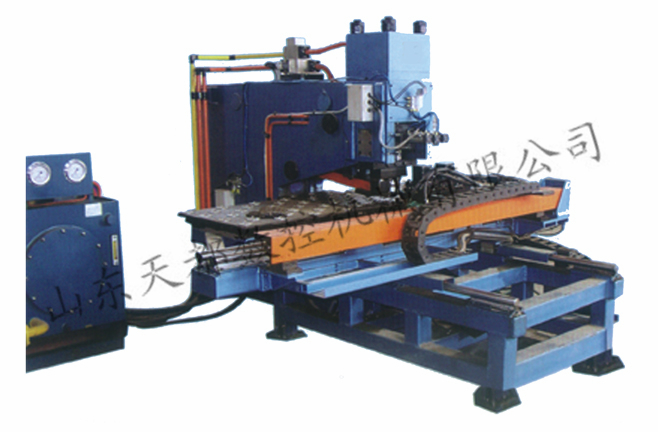
JXH系列速数控角钢钻孔生产线主要用于送变电与通讯行业的铁塔生产以及建筑行业的金属结构件生产中的打字、钻孔工艺。本数控生产线具有***的液压、伺服传动和电气九轴伺服数控系统。
本机床主要由横向料道、翻转料道、送进料道、数控送进小车、数控钻孔单元、打字单元、卸料料道、液压系统、电气系统、气动冷却系统等组成。
设备特点和优势
1.钻孔单元配有六组数控钻削动力头,各动力头采用台湾内冷精密主轴,***高转速可达到6000r/min,其钻孔效率大大高于普通钻床,钻孔精度,外观都有极大提高。动力头均伺服进给,钻孔前高速进给,到达工进点时转为慢进,钻孔完成后自动快速退回,由于动力头采用伺服进给,可完成工件的盲孔作业,一次性完成对角钢上所有孔的加工。
2.钻头采用瑞典山特维克或美国肯纳硬质合金内冷钻头,钻头采用气雾冷却,冷却效果好,冷却液不用回收,冷钻头上装有可旋转刀片,使用成本低,钻孔效率高。
3.加工过程数控化,操作十分方便,能实现自动化、高精度、多品种、大批量生产。
4.上位机采用中文界面,操作简单,可接受由放样软件生成的工件加工程序,也可以手编。
5.机床所配置的滚珠丝杠、直线滚动导轨、液压泵、阀、进给伺服电机及其驱动器、控制系统等均为世界知名品牌产品,机器的精度、可靠性高,故障少、开机率高。
详细技术参数
|
序号 |
名称 |
单位 |
JX2532H |
JX3640H |
|
|
1 |
加工角钢范围 |
mm |
140X140X10-250X250X32 |
140X140X10-350X350X40 |
|
|
2 |
钻孔直径范围(硬质合金钻) |
mm |
φ17.5~φ30 |
||
|
3 |
钻孔主轴锥孔 |
|
BT40 |
||
|
4 |
***大压印力 |
kN |
1250 |
||
|
5 |
字头组数 字码尺寸 每组字头数量 |
个 |
4组 14×10mm 15个 |
||
|
6 |
钻孔单元数目 |
个 |
6 |
||
|
7 |
主轴转速 |
r/min |
180-6000 |
||
|
8 |
角钢送进速度 |
m/min |
50 |
||
|
9 |
准距范围 |
mm |
40-220 |
||
|
10 |
进料侧***大毛坯长度 |
mm |
14000 |
||
|
11 |
出料侧***大工件长度 |
mm |
12000 |
||
|
12 |
能够***的数控轴的数目 |
个 |
9 |
||
|
13 |
***大切断力 |
kN |
2500(选配) |
||
|
14 |
机床总功率 |
kW |
120 |
||
|
15 |
***大单件重量 |
t |
约12 |
约14 |
|
|
16 |
机器外形尺寸 |
m |
32×7.5×3 |
35×8.5×3 |
|
|
17 |
设备总重量 |
t |
约40 |
约45 |
|