



产品质量保证!如有需要请联系:陈经理 电话:15928731727 15308183796
地址:四川成都市金堂县淮口成阿工业园区广东路7号 欢迎各位客户前来厂家考察!
公司执行的行业(***)及企业标准:
给水涂塑复合钢管CJ/T120-2008
给水衬塑复合钢管CJ/T136-2007
消防用涂覆钢管GB/T5135.20-2010
低压流体输送焊接钢管GB/T3091-2008
输送流体用无缝钢管GB/T8163-2008
低压流体输送管道用螺旋埋弧焊钢管SY/T5037-2000
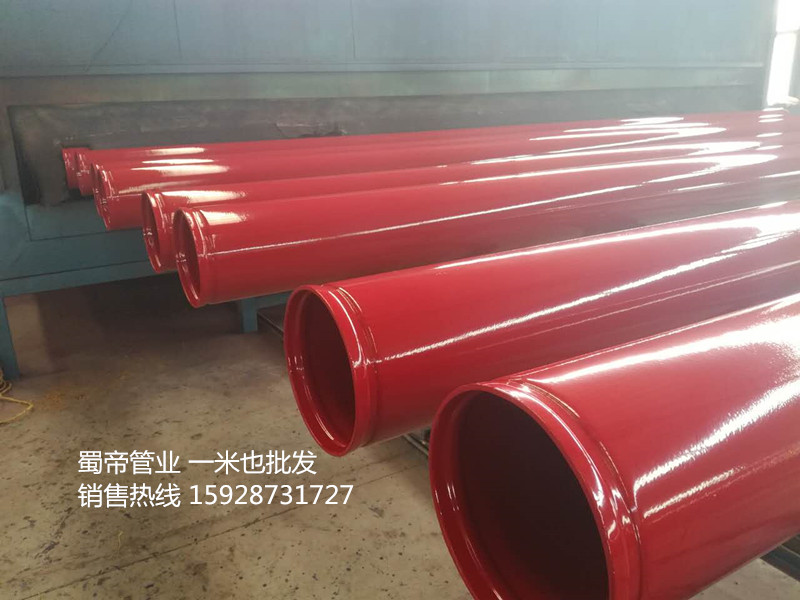
一. 产品名称:内外涂环氧树脂复合钢管,简称:涂塑钢管、涂覆钢管、环氧复合钢管等。是以直缝焊管、螺旋埋弧焊接钢管、无缝管为母材,在其基础上经热浸、热喷涂一层均匀光滑的塑料涂层,起到防腐、耐压,抗冲击的效果,涂塑钢管***、无辐射、使用寿命长,比起传统的球墨铸铁管重量更轻、使用年限更久、适用范围更广泛等优点;较塑料管强度大、不易变形、安装方式更加多元化等优点。本公司涂塑钢管被广泛运用于市政设施建设(地下轨道交通,综合管廊,城区供水管道等)、房地产行业、消防管道系统、通讯电力系统、石油化工、矿产等多个领域。
二. 产品工艺:
- 表面处理。表面处理是指通过物理及化学方法对涂塑钢管母材表面去除毛刺、棱角、铁锈,提高母材对环氧树脂粉末(EP)附着力。

(自动抛丸机)
前置预处理。前置预处理主要针对涂塑钢管母材两端进行沟槽、焊接法兰或焊接不
锈钢带,使母材在涂装工艺过程中一次成型,避免二次加工,达到成品外观完整光滑美观。

(沟槽处理)

(喷砂除锈处理后效果)

(不锈钢焊接处理效果)
- 预热。预热是指涂塑管母材在高温烘焙炉内,经高温烘焙,内外受热均匀,一般控制在185℃-193℃之间。

(预热处理准备涂装)
- 涂装。涂装是指在经过预热的涂塑管母材的内外壁热浸或热喷涂一层环氧树脂粉末,EP涂层厚度一般在280μm-560μm。

(自动喷涂箱)
- 固化冷却。经过涂装的涂塑钢管半成品如不经过二次加热固化,那么表面涂层附着力不足,而且发脆,抗冲击力不足,很容易产生涂层脱落现象。固化时温度控制在80℃-110℃之间。

(经二次加热固化出炉效果)
6.补装。涂装过程中,可能会在钢管管口产生多余的涂层,可对多余部分进行打磨抛光处理,不影响产品的使用性能。
7.检验。质检人员对成品的外观、涂层厚度、附着力、抗冲击力、抗压力等各项性能进行检测。符合***及行业标准方可出具产品合格证。
三. 工艺标准:
1.涂层附着力:环氧树脂涂层附着力为1-3级。
2.抗压扁性能:进行压扁试验,涂层应无脱落、断裂。
3.***实验要求:进行***试验,涂覆钢管应无电火花产生。
4.抗冲击性能:进行冲击试验,涂层应无剥落、断裂。
5.抗真空性能:进行真空试验,涂层应无脱落。
6.压力循环性能:进行压力循环试验,涂层应无脱落、隆起、开裂、剥离、损坏。
7.耐温水老化:进行温水老化试验,涂层应无脱落、损坏。
8.耐高温性能:进行高温试验,涂层应无脱落、隆起、开裂、剥离、损坏。
产品外观应光滑平整、无划痕、无裂纹及***和粘附***等缺陷。
三. 产品特点:
涂塑钢管具有优良的耐腐蚀性、比较小的摩擦阻力、耐冲击抗压能力强不易变形,输送助力小、管内外壁光滑且不结垢。适应埋地和潮湿环境,并可以耐高温和极低的温度、使用寿命长。可按需方要求,量身订制,安装工艺方便灵活,可节省大量的人力物力。