

沧州浩兴了解到一、裂纹裂纹端部形状尖锐,应力集中严重,对承受交变和冲击载荷、静拉力影响较大,是焊接过程中****的缺陷。表面缺陷.刮伤特征一般呈轴线方向的直线道划伤,深度超过壁厚负偏差的为废品缺陷,在焊缝两这有连续的指甲形刮伤,超壁厚负偏差者,为废品缺陷。这些渗透室在模腔后面被铣削加工,形状与模腔一致,可以作为高压蒸汽和冷却水的通道,能起到模腔表面的导热作用,使温度分布更加均匀,从而保持温度的变化,控制温度的波动速度。如果上辊外侧辊面已经造成了明显的压痕但仍无法实现I形合缝时,说明调整已经达到了极限,继续下压上辊不仅会造成严重的压痕,而且会形成更严重的V型对接合缝。.翘皮特征管子表面有局部与金属基体分离的翘皮、成块、不连续、剥落不掉。
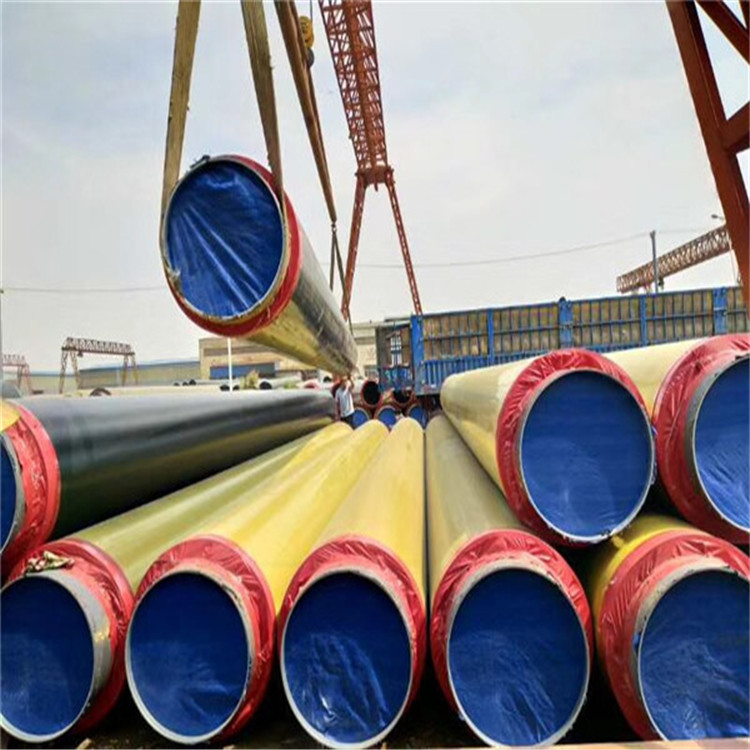
聚氨酯保温钢管
往往导向辊的大倾斜调整,是因为其不能很好的控制管缝方向所为。锻造过程中可能产生夹层、折叠、白点和裂纹等缺陷。表面氧化皮氧化皮进入带钢边缘之间的焊缝区会导致焊接缺陷,此外带钢表面的氧化铁片进入成型机会使成型辊的磨损加快。安装有氧***割嘴,顺着轨道自动切割板边作倒角。为提高扫描覆盖率,将分组探头的直线行走改变为慢速往复摆动式扫描,可以将扫描面积提高到%以上,保证在线钢板的内在质量。、预热温度过低。
聚氨酯保温钢管
因此说,材料的许用应力是确定管道壁厚等级的基本参数。.开启矫平机电机带动带钢继续前行直到液压剪,同时关闭开卷机电机。?缩短了换辊时间,提高了产量。另外,由于采用连续弯边成型方法和独特的轧辊孔型设计,钢带断面的任何部位在粗成型中*多只承受一次变形,并且变形过渡衔接得很好,不易出现某一部位因多次受到轧辊的压力而产生局部减薄。轴承损坏当挤压辊的轴承只是轻微的损坏时,便会出现砂眼管和搭焊管等焊缝质量问题,一旦轴承损坏严重时,挤压辊对管坯的焊缝就没有了挤压力,所以焊缝就变成了全开形,同时伴有其它的质量事故。..检测标准应是*的有效标准,或由委托方提供相应的有效标准。2、硫裂(硫引起的裂纹)。

沧州浩兴管业有限公司
银品会员第8年
|
公司主营:3PE防腐钢管,TPEP防腐钢管,聚氨酯保温钢管,环氧煤沥青防腐钢管,IPN8710防腐钢管,水泥砂...