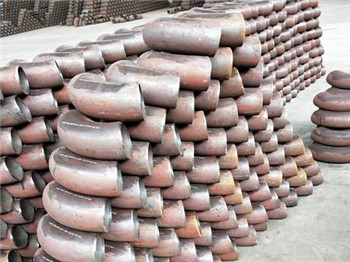



成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热, 冲压无缝弯头由于节省了管坯部分的制作时间及下料的复杂计算时间,所以它的生产周期短从而导致生产成本的合格降低。由它的简单制作我们可以大口径冲压弯头的制作不需要特定的***性设备,所以这就有利于我们现场加工的实地操作。???冲压弯头注释:冲压弯头它是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。由于各类管道的焊接标准不同,通常是按组对点焊固定半成品出厂,孟村弯头厂家,现场施工根据管道焊缝等级进行焊接,因此,也称为两半焊接弯头。???以上相关冲压弯头优势分析由河北德昊管道制造有限公司提供,它是一家华北地区的***性弯头生产企业,其主要生产销售产品有:冲压弯头、对焊弯头、无缝弯头、焊接弯头及虾米腰弯头等弯头系列产品。我们从事弯头行业的生产制作多年,对不同材质不同标准的弯头产品都有着相当的了解,由于多年来的施工经验我们更是总结了一套切实有效的异常处理方案。
采用何种加热方式视成形产品要求和能源情况决定。美标弯头冲压成形弯头是***早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。
短半径弯头生产厂家产品涉及范围广泛:大型弯头、大口径弯头系列、不锈钢弯头系列、碳钢弯头系列、合金钢弯头系列、国标弯头、非标弯头、美标弯头、德标弯头、俄标弯头、日标弯头、电厂用高压弯头、电标弯头、船用弯头系列,我厂产品主要还有:碳钢弯头、合金钢弯头、不锈钢弯头、厚壁弯头、电厂用弯头、异型弯头、压制弯头、无缝弯头。热煨90度弯头、高压弯头、弯头45度、60度、90度180度、360度等,欢迎来电垂询,期待与您合作.短半径弯头不仅具备良好的抗压能力,在不同的管道系统中还需要具备其他的优良特性。比如,在混凝土输送管道,泥浆输送管道中的高压弯头不仅要能承受起较高的管道压力,还具有良好的耐磨性能。而在化工原料输送管道系统中的高压弯头,除了要承受较高的管道压力外,还具有***的抗腐蚀和抗酸碱能力.高压弯头耐高压一般适用于石油、***、化工、水电、消防、建筑和锅炉等行业的管路系短半径弯头是指弯头的曲率半径为管子直径的1倍;也称为1D。
冲压无缝弯头来说属于薄壁类型的零件,对于薄壁类型的零件加工的方式来说,工艺的难度就斗劲大了。一般的加工工艺就是操作模具来压制出良多块壳体,然后焊接完成。良多的工序是需要不容的模具或者夹具的,而且制造的成本很高而且周期也很长,一些大型的薄壁类零件的出产工艺相对来说是斗劲差的。在液压胀型技术不竭成长的过程傍边,这种技术为大型的薄壁类零件的成型和加工供给了很是好的路子。在操作无缝弯头的闸阀,截止阀以及球阀的时候,只能在全开或者全闭的状态,不能用来调节约量,以避免密封面受到必然的冲蚀,加速磨损的状况。闸阀和上螺纹截止阀里面是有倒密封装置的,其手轮扭转到*上面的位置进行拧紧,就可以否决介质从填料的位置***了。
挤压后要脱管定径,定径机通过锥形钻头高速旋转入钢胚打孔,形成管件。管件内径由定径机钻头的外径长度来确定。管件经定径后,进入冷却塔中无缝弯头执行标准,通过喷水冷却无缝弯头,管件经冷却后,就要被矫直。管件经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。无缝弯头管件质检后还要通过严格的手工挑选。无缝弯头管件质检后,用油漆喷上编号、规格、生产批号等。无缝弯头并由吊车吊入仓库中。