


本公司生产设备***,技术力量雄厚,我公司***生产不锈钢法兰、异径管、不锈钢弯头、碳钢弯头、阀门、三通、四通、封头、人孔、补偿器、支吊架、视镜为主,生产各种规格型号的不锈钢法兰、弯头、大小头、各种钢管等产品。所有产品赢得了广大客户的一致好评,产品广泛应用与电力,供热,***,冶金,矿山,水处理,化工,,炼油,造船,环保等产业。
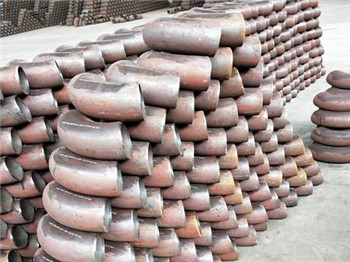
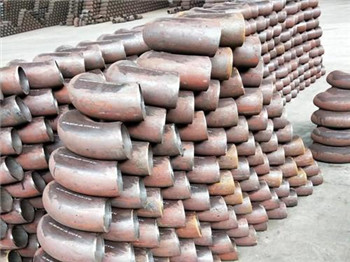
按照生产工艺可分为:焊接弯头、冲压弯头、推制弯头、铸造弯头、对焊弯头等热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。双金属弯头热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。其他名称:90度弯头、直角弯、爱而弯等。热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
工艺操作、工艺条件对奥氏体不锈钢的腐蚀有巨大的影响。因此,必须严格控制介质成分、流速、介质温度、压力、pH值等工艺指标。在工艺条件允许的范围内添加缓蚀剂。
碳钢弯头的刚性较差,适用于压力p≤4MPa的场合;国标碳钢弯头刚性较大,适用于压力温度较高的场合。碳钢弯头成型技能根本技能进程是:要焊接一个横截面为多边形的多棱环壳或两头关闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压效果下横截面由多边形逐步变成圆,结尾变成一个圆形环壳。法兰密封面的型式有三种:平面型密封面,适用于压力不高、介质的场合;凹凸密封面,适用于压力稍高的场合。中间有条焊缝,耐压能力不如无缝的,直缝弯头的角度分有45度,60度,90度和180度。是管子与管子相互连接的零件。使用寿命长:管材在额定的使用温度和压力下,使用寿命达到50年以上,具有防紫外线、防辐射,使产品***。根据需要,一个圆形环壳可以切割成4个90°弯头或6个60°弯头或其它规格的弯头。该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型碳钢弯头的理想方法。碳钢弯头加热温度的断定原则是原料奥氏体化温度以上,且推制时弯头内壁主压应力小于资料在此温度下的屈从。原料奥氏体化温度越高,加热温度越高;原料高温屈从越高,加热温度越高。中频感应加热,WB36钢的高温度为850~900℃,A335P22钢为900~950℃,A335P91原料的加热温度高点为900~1000℃。测温方法为固定式远红外测温仪和手动式远红外测温仪相结合。温度散布是一个重要的技术参数,由感应圈形状及感应圈与芯棒头相对方位直接操控。感应圈形状是主要要素,感应圈与芯棒头相对方位是非要素。温度沿芯棒头径向散布规则为低、中、高。加热温度高,冲压弯头壁厚增大。A335P91材质的加热温度***点为900~1000℃。测温方式为固定式远红外测温仪和手动式远红外测温仪相结合。温度分布是一个重要的工艺参数,由感应圈形状及感应圈与芯棒头相对位置直接控制。感应圈形状是主要因素,感应圈与芯棒头相对位置是次要因素。碳钢弯头技能适用于制造工作压力小于10MPa、碳钢弯头内径125mm,碳钢弯头中径D与碳钢弯头内径d比值D/d?1.5的任何碳钢弯头,而碳钢弯头中径的巨细不受约束。例如能够加工碳钢弯头内径为12m,碳钢弯头中径为60m以上的大型国标碳钢弯头。国标碳钢弯头石油、气、化工、水电、修建和锅炉等职业的管路体系。榫槽密封面,适用于***、***、***介质及压力较高的场合。垫片是一种能发生塑性变形、并具有必定强度的资料制成的圆环。