

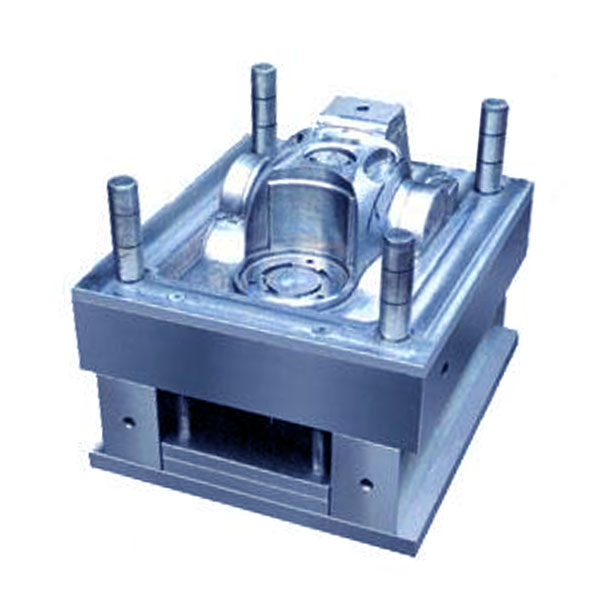
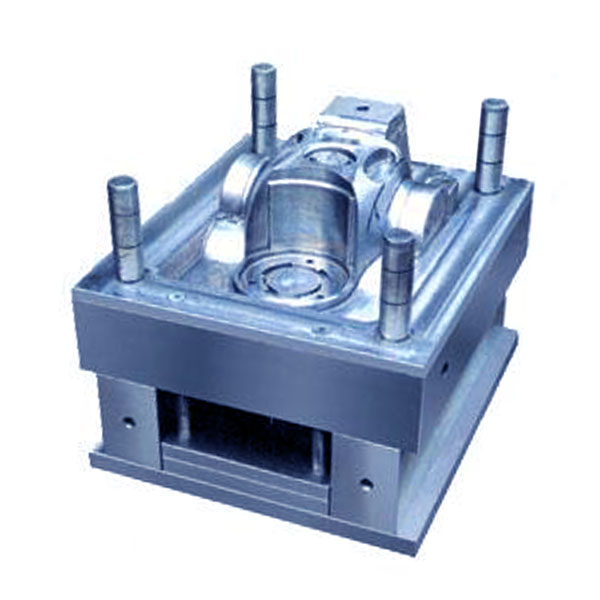
我们都知道,模具温度直接影响注塑制品的质量和生产效率。然而,传统的模具冷却水道只能加工成简单的直孔,当注塑件形状复杂时,其冷却效果差,零件变形大。
如果冷却水路距模具表面较近,则模具中积累的热量就会大大减少,且热量被限制在冷却水道与模具表面之间的区域,使得从模具型腔表面向冷却水路传导热量的路径也缩短很多。
然而,
脑洞大开是好的,
但在模具上是不可能钻出
这样的随形冷却水道...
如今,使用金属增材制造技术制造模芯,冷却通道可以被设计成复杂的异形,管道直径可以不断变化,根据冷却要求,横截面也可以是椭圆形或者方形。
随形冷却水道模具带来的效益
改进后使用随形冷却水道的该套模具冷却时间从22秒缩短至10秒,减少了55%,模具壁的温度从110°C降低至70°C,从而使得每台注塑机的日产量从1,496个增加至2,101个,效率提升40%。
可见,随形冷却是复杂模具设计的***方式!使用正确的计算和冷却分析可以极大地优化模具冷却方式,从而缩短模具周期,提高部件质量,特别是在易失真和变形区域。
要实现随形冷却,你得先了解增材制造:
增材制造技术到底如何提高模具的竞争力和附加值?
计划使用但不知道如何选型?
购买了进口设备,但做出来的产品致密度不够?
这一切的问题,都可以参加TCT亚洲展——2019 亚洲3D打印、增材制造展览会解决您的困惑,
时间:2019年2月21日-23日
地点:上海新国际博览中心
您从未见过的金属增材制造设备:
• GE Additive的成型尺寸1m*1m的“阿特拉斯巨人级”金属3D打印设备;
• 全新EOS M300 金属3D打印设备;
• 配有三个500W光纤激光器并能同时***工作打印的德国通快TruPrint 5000 LMF 3D打印设备;
• SLM Soluti*** 500金属3D打印设备;
• 铂力特、华曙、易加、隆源等国产金属设备...