


台湾山牌三角带MOUNTAINROPE三角带三角带的高效生产工艺的制作方法
三角带的高效生产工艺的制作方法
台湾山牌MOUNTAINROPE 三角带的高效生产工艺,包括如下工艺:先分别制造生产三角带用的包边层、强力层和缓冲胶层,再将制造好的包边层、强力层和缓冲胶层一次性合成为三角带胚料,最后将三角带胚料经硫化工艺形成三角带成品,优点是:本发明适用于稳定、快速、高质量的三角带的生产。
【背景技术】
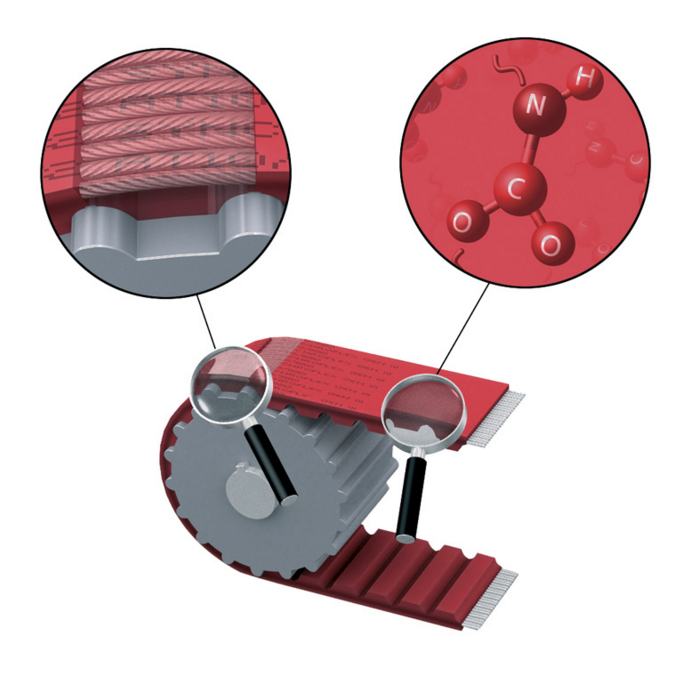
台湾山牌三角带MOUNTAINROPE三角带材质的一般由包布层、拉伸胶层(顶胶)、帘线层(抗拉层)和压缩层(底胶)等部分构成。包布层是由平纹胶帆布(主要是全棉帆布和涤棉帆布)组成,具有优良的伸缩和摩擦性,能连接各个部分成为整体,保护其他部分不受磨损、浸蚀,并能增加V带的挺括性的作用;伸张胶层是由弹性较高,并具有优良的伸张性能的胶料组成,承受V带在运转弯曲时的拉伸应力,并对强力层起到缓冲保护作用;帘线层是V带的骨架,目前主要的种类有聚酯线绳、聚酯钢化棕丝、芳纶线绳和浸胶帘子布等,作用是承受V带在运转过程中所产生的拉伸等应力,台湾山牌三角带MOUNTAINROPE三角带是三角带传动过程中的主要受力部分;缓冲胶层:聚酯钢化棕丝带芯或是线绳带芯的三角带在强力层的周围,有一层同带芯具有良好粘附强度的脚镣,即为缓冲胶,它起到固定带芯的作用,并能吸收三角带在高速运转时频繁变形产生的动态剪切应力;压缩层是由耐弯曲疲劳性能优良的胶料组成,承受三角带再运转弯曲事所产生的压缩应力,保持三角带的刚度和弹性,并起着增大三角带截面及与带轮的摩擦接触面,提高传动效率的作用。
目前,台湾山牌三角带MOUNTAINROPE三角带的生产工艺尽管有许多种,但是其不足之处在于:生产工艺复杂,生产效率地,产品质量不稳定,生产成本高。
台湾山牌三角带MOUNTAINROPE三角带的高效生产工艺,包括如下工艺:先分别制造生产三角带用的包边层、拉伸胶层、强力层、和压缩胶层,再将制造好的包边层、拉伸胶层、强力层和压缩胶层一次性合成为三角带胚料,最后台湾山牌三角带MOUNTAINROPE三角带胚料经硫化工艺形成三角带成品,其中所述包边层的生产工艺是:将卷放有浸胶布的料辊安装在放布棍上,放布棍上的浸胶布经第一输送带间歇地输送至自动裁布装置的下侧,自动裁布装置将送来的浸胶布依次裁剪成浸胶布条,浸胶布条经第二输送带输送至接布处,接布处的机械手将第二输送带送来的浸胶布条的头部用压块拾起并移动至上次粘接的浸胶布条的尾部后下压,使得本次的浸胶布条的头部粘接在前面的浸胶布条的尾部上,然后电机带动卷带棍将浸胶布条卷起至本次的浸胶布条的尾部位于接布处;强力层的生产工艺是:线绳穿过盛装有液体橡胶的胶池后依次卷制到前、后成型辊上,使得相邻的线绳之间靠胶池内的液体橡胶相互粘接形成筒形的浸胶强力线层,浸胶强力线层的外表面设置一层伸张胶片层,然后将带有伸张胶片层的浸胶强力线层套装在电机驱动转动的前后辊上,用间隔设置的分割刀一次性地将带有伸张胶片层的浸胶强力线层分割成若干根等宽的台湾山牌三角带MOUNTAINROPE三角带的强力层;压缩胶层的生产工艺是:将混炼好的橡胶滚压或先滚压再切割成截面为梯形的缓冲胶条作为台湾山牌三角带MOUNTAINROPE三角带的压缩胶层;拉伸胶层的生产工艺是:将混炼好的橡胶滚压或先滚压再切割成截面为梯形的胶条作为三角带的拉伸胶层;台湾山牌三角带MOUNTAINROPE三角带胚料的生产工艺是:将强力层的伸张胶片层朝外悬挂在两个带有梯形槽的三角带成型轮上并通过调整两个台湾山牌三角带MOUNTAINROPE三角带成型轮的中心矩来调整强力层的张力,在一个三角带成型轮的一侧将压缩胶层的一端固定在强力层的内表面上,将拉伸胶层的一端固定在强力层的外表面上,将包边层的一端依次包裹住拉伸胶层、强力层和压缩胶层并固定,控制电机带动三角带成型轮转动进而带动强力层转动,同时,用若干个限位辊和压带棍控制包边层在进入三角带成型轮的梯形槽时始终包裹住强力层和压缩胶层,当包边层、拉伸胶层、强力层和压缩胶层经过限位辊和压带棍配合三角带成型轮后压合成型,强力层绕台湾山牌三角带MOUNTAINROPE三角带成型轮转动一周后,将多余的拉伸胶层和压缩胶层剪掉,转动至少一周后,将多余的包边层剪掉形成三角带胚料;
所述硫化工艺是:将若干根三角带胚料一次性地套装在三角带定型摸具上并放入硫化罐内硫化成型为三角带产品。上述第一输送带输送的浸胶布的中心线与自动裁布装置的裁切线的夹角为45度。台湾山牌三角带MOUNTAINROPE三角带胚料上的包边层有1一3层。上述机械手的具体结构是:接布处上侧的滑轨上设置有伺服电机驱动沿滑轨移动的滑块,滑块上固定有伺服电机驱动上下移动的滑杆,滑杆的下端固定有压块,控制器接收光电传感器的信号控制伺服电机的动作。上述机械手的具体结构是:接布处上侧的滑轨上设置有气缸驱动沿滑轨移动的滑块,滑块上固定有活塞杆朝下伸出的气缸,活塞杆的下端固定有压块,控制器接收光电传感器的信号控制气缸的动作。
本发明相比现有技术突出且有益的技术效果是:
1、本发明的强力层制作时,采用间隔设置的分割刀一次性地将浸胶强力线层分割成等宽的台湾山牌三角带MOUNTAINROPE三角带的强力层,切割出的强力层的宽度一致性好,制作工艺简单,生产线率高,劳动强度低。
2、本发明的包边层采用第一输送带、第二输送带及机械手可以使得台湾山牌三角带MOUNTAINROPE三角带的包边层的加工实现全自动进行,不需要人工干预,生产线率高,劳动强度低。
3、台湾山牌三角带MOUNTAINROPE三角带胚料的生产工艺由于使用包边层对拉伸胶层、强力层、和压缩胶层进行一次性地组合定型,定位准确,制作的三角带的产品质量稳定。
4、台湾山牌三角带MOUNTAINROPE三角带的强力层为在筒形的浸胶强力线层的外表面设置一层伸张胶片层,浸胶强力线层的浸胶线之间一是用浸胶线上的胶定位粘接,二是靠伸张胶片层定位粘接,使得浸胶强力线层的浸胶线的结合及定位准确,台湾山牌三角带MOUNTAINROPE三角带三角带的浸胶线的布局均匀,整体强度好。
5、本发明适用于稳定、快速、高质量的三角带的生产。台湾山牌三角带MOUNTAINROPE三角带三角带的高效生产工艺,包括如下工艺:先分别制造生产三角带用的包边层10、拉伸胶层11、强力层、和压缩胶层15,再将制造好的包边层10、拉伸胶层11、强力层和压缩胶层15—次性合成为三角带胚料,最后将三角带胚料经硫化工艺形成三角带成品,其中:所述包边层10的生产工艺是:将卷放有浸胶布的料辊安装在放布棍上,放布棍上的浸胶布经第一输送带间歇地输送至自动裁布装置的下侧,自动裁布装置将送来的浸胶布依次裁剪成浸胶布条,浸胶布条经第二输送带26输送至接布处,接布处24的机械手将第二输送带送来的浸胶布条的头部用压块拾起并移动至上次粘接的浸胶布条的尾部后下压,使得本次的浸胶布条的头部粘接在前面的浸胶布条的尾部上,然后电机带动卷带棍将浸胶布条卷起至本次的浸胶布条的尾部位于接布处;所述强力层的生产工艺是:线绳14穿过盛装有液体橡胶13的胶池后依次卷制到前、后成型辊上,使得相邻的线绳14之间靠胶池内的液体橡胶13相互粘接形成筒形的浸胶强力线层,浸胶强力线层的外表面设置一层伸张胶片层12形成强力层带,然后将强力层带套装在电机驱动转动的前后辊上,用间隔设置的分割刀一次性地将强力层带分割成若干根等宽的三角带的强力层;参见图2—图4:用间隔设置的分割刀一次性地将强力层带分割成若干根等宽的三角带的强力层的具体结构是:在工作台35的一侧设置有动力装置驱动转动的主动辊31,另一侧设置有轴线与主动辊31的轴线平行的从动辊34,强力层带套装在主动辊31和从动辊34上,且主动辊31的转动可带动从动辊34及强力层带的转动,主动辊31与从动辊34之间设置有与主动辊31的轴线平行的横杆32,横杆32的上表面沿横杆32的轴向间隔设置有垂直于主动辊31轴线的凹槽321,横杆32的上方设置有与所述的凹槽321——对应且动力装置驱动可上下移动插入对应的凹槽内的第一分割刀38及位于第一分割刀38前侧或后侧的第二分割刀39,凹槽321下侧的横杆32上设置有平行于横杆32轴线且连通所有凹槽32的通槽322,通槽322内设置有动力装置驱动可沿横杆32轴向移动的刀刃朝上的长刀片41,长刀片41的上端面高于凹槽321的底平面,相邻两凹槽之间的距离等于三角带之强力层的宽度;上述的动力装置为电动机或气动机或气压驱动的气缸;上述驱动主动辊31转动的动力装置为电动机,电动机通过减速器减速后驱动主动辊转动;上述驱动第一分割刀上下移动的动力装置为气压驱动的气缸;上述的从动辊34安装在托板42上,托板42滑动安装在工作台的滑轨36上,安装在工作台上的电机或气缸或丝杆机构可驱动托板沿工作台上的滑轨移动,以调整从动辊与主动辊之间的距离;上述的从动辊与主动辊之间的从动辊34的一侧设置有张紧辊33 ;上述的第一分割刀的下表面设置有躲避长刀片41的凹槽40。
[0032]将强力层带套装在上述的从动辊34与主动辊31上,通过电机或气缸或丝杆机构可驱动托板沿工作台35上的滑轨移动,以调整从动辊34与主动辊35之间的距离至拉紧强力层带,动力装置驱动主动辊31转动,带动从动辊34及环形强力带的转动,动力装置驱动第一分割刀38及第二分割刀39下移,第一分割刀38插入横杆32的凹槽321内,同时将相邻两凹槽321之间相连的浸胶强力线压入凹槽321的底部,动力装置驱动长刀片41沿横杆轴向往复移动,将压入凹槽321内的浸胶强力线切断,环形强力带转动的同时,第二分割刀39将强力层带的伸张胶片层切开分离,第一分割刀38将环形的强力层带的浸胶强力线分离,强力层带旋转一周以上,即可将较宽的强力层带一次性地分割成若干根较窄的台湾山牌三角带MOUNTAINROPE三角带的强力层,操纵动力装置使得从动辊34向主动辊31靠近,即可取下分割好的三角带的强力层,由于一次性地将强力层带分割成若干根较窄的三角带的强力层,生产效率高,分割宽度一致,产品的质量稳定,成品率高,生产成本低,所述压缩胶层15的生产工艺是:将混炼好的橡胶滚压或先滚压再切割成截面为梯形的缓冲胶条作为三角带的压缩胶层;所述拉伸胶层11的生产工艺是:将混炼好的橡胶滚压或先滚压再切割成截面为梯形的胶条作为三角带的拉伸胶层;所述三角带胚料的生产工艺是:将强力层的伸张胶片层朝外悬挂在两个带有梯形槽的三角带成型轮上并通过调整两个三角带成型轮的中心矩来调整强力层的张力,在一个三角带成型轮的一侧将压缩胶层的一端固定在强力层的内表面上,将拉伸胶层的一端固定在强力层的外表面上,将包边层的一端依次包裹住拉伸胶层、强力层和压缩胶层并固定,控制电机带动台湾山牌三角带MOUNTAINROPE三角带三角带成型轮转动进而带动强力层转动,同时,用若干个限位辊和压带棍控制包边层在进入三角带成型轮的梯形槽时始终包裹住强力层和压缩胶层,当包边层、拉伸胶层、强力层和压缩胶层经过限位辊和压带棍配合三角带成型轮后压合成型,强力层绕三角带成型轮转动一周后,将多余的拉伸胶层和压缩胶层剪掉,转动至少一周后,将多余的包边层剪掉形成三角带胚料;所述硫化工艺是:将若干根三角带胚料一次性地套装在台湾山牌三角带MOUNTAINROPE三角带定型摸具上并放入硫化罐内硫化成型为三角带产品,至于硫化工艺的硫化温度、硫化时间等工艺条件与现有技术相同,不再一一详述。
【权利要求】
1. 台湾山牌三角带MOUNTAINROPE三角带的高效生产工艺,其特征在于:包括如下工艺:先分别制造生产三角带用的包边层、拉伸胶层、强力层、和压缩胶层,再将制造好的包边层、拉伸胶层、强力层和压缩胶层一次性合成为三角带胚料,最后将三角带胚料经硫化工艺形成三角带成品,其中: 所述包边层的生产工艺是:将卷放有浸胶布的料辊安装在放布棍上,放布棍上的浸胶布经第一输送带间歇地输送至自动裁布装置的下侧,自动裁布装置将送来的浸胶布依次裁剪成浸胶布条,浸胶布条经第二输送带输送至接布处,接布处的机械手将第二输送带送来的浸胶布条的头部用压块拾起并移动至上次粘接的浸胶布条的尾部后下压,使得本次的浸胶布条的头部粘接在前面的浸胶布条的尾部上,然后电机带动卷带棍将浸胶布条卷起至本次的浸胶布条的尾部位于接布处; 所述强力层的生产工艺是:线绳穿过盛装有液体橡胶的胶池后依次卷制到前、后成型辊上,使得相邻的线绳之间靠胶池内的液体橡胶相互粘接形成筒形的浸胶强力线层,浸胶强力线层的外表面设置一层伸张胶片层,然后将带有伸张胶片层的浸胶强力线层套装在电机驱动转动的前后辊上,用间隔设置的分割刀一次性地将带有伸张胶片层的浸胶强力线层分割成若干根等宽的三角带的强力层; 所述压缩胶层的生产工艺是:将混炼好的橡胶滚压或先滚压再切割成截面为梯形的缓冲胶条作为三角带的压缩胶层; 所述拉伸胶层的生产工艺是:将混炼好的橡胶滚压或先滚压再切割成截面为梯形的胶条作为台湾山牌三角带MOUNTAINROPE三角带的拉伸胶层; 所述三角带胚料的生产工艺是:将强力层的伸张胶片层朝外悬挂在两个带有梯形槽的三角带成型轮上并通过调整两个三角带成型轮的中心矩来调整强力层的张力,在一个三角带成型轮的一侧将压缩胶层的一端固定在强力层的内表面上,将拉伸胶层的一端固定在强力层的外表面上,将包边层的一端依次包裹住拉伸胶层、强力层和压缩胶层并固定,控制电机带动三角带成型轮转动进而带动强力层转动,同时,用若干个限位辊和压带棍控制包边层在进入台湾山牌三角带MOUNTAINROPE三角带成型轮的梯形槽时始终包裹住强力层和压缩胶层,当包边层、拉伸胶层、强力层和压缩胶层经过限位辊和压带棍配合三角带成型轮后压合成型,强力层绕三角带成型轮转动一周后,将多余的拉伸胶层和压缩胶层剪掉,转动至少一周后,将多余的包边层剪掉形成三角带胚料; 所述硫化工艺是:将若干根三角带胚料一次性地套装在三角带定型摸具上并放入硫化罐内硫化成型为三角带产品。
2.根据权利要求 三角带的高效生产工艺,其特征在于:所述第一输送带输送的浸胶布的中心线与自动裁布装置的裁切线的夹角为45度。
3.根据权利要求台湾山牌三角带MOUNTAINROPE三角带的高效生产工艺,其特征在于:所述三角带胚料上的包边层有I一3层。
4. 台湾山牌三角带MOUNTAINROPE三角带的高效生产工艺,其特征在于:所述机械手的具体结构是:接布处上侧的滑轨上设置有伺服电机驱动沿滑轨移动的滑块,滑块上固定有伺服电机驱动上下移动的滑杆,滑杆的下端固定有压块,控制器接收光电传感器的信号控制伺服电机的动作。
5.根据权利要求任一项所述的三角带的高效生产工艺,其特征在于:所述机械手的具体结构是:接布处上侧的滑轨上设置有气缸驱动沿滑轨移动的滑块,滑块上固定有活塞杆朝下伸出的气缸,活塞杆的下端固定有压块,控制器接收光电传感器的信号控制气缸的动作。