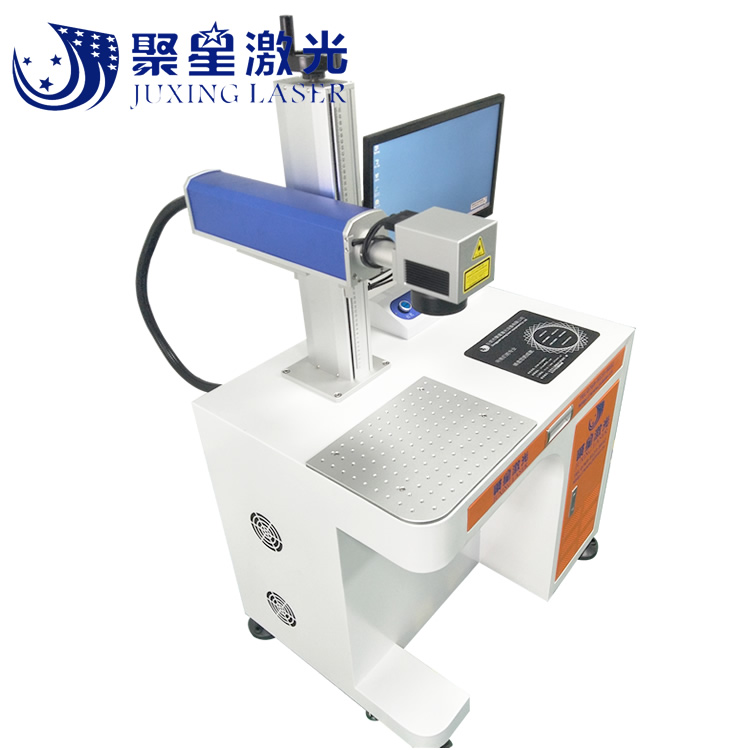

1、工作原理
激光器发出的激光束(经过扩束镜)进入标记头,经过扫描振镜1和扫描振镜2的反射后到达f-Theta平场透镜,经过该透镜的聚焦,形成面积很小的高能量光斑(15-20μ)。扫描振镜由灵敏度极高的检流计式电机驱动,计算机控制系统控制这两个电机按一定的角度偏转,同时控制着激光器光束的关断与开通,***终在工件上标记出所要求的符号和图案。
2、技术指标:
激光方式: 脉冲光纤激光器
波 长: 1064 nm(主要加工金属材料及部分非金属材料)
光束质量: (M2)<1.2
脉冲频率: 20-100 kHz
***小光斑直径: 0.02 mm
通光孔径: 10 mm
输出功率: 10W/20W/30W/50W/100W等等
标记深度: 0.01-0.3mm
***小字符: 0.2mm
打标区域: 300×300mm、220×220mm、 150×150mm、 110×110mm等等
重复精度: &plu***n;0.01mm
打印速度: > 5个字符/秒(3X2mm阿拉伯数字或英文字符)
冷却: 风冷
噪音: < 50分贝
激光级别: 4 级
***大电耗: 800 W
平均无故障工作时间:10万小时
电压:220V&plu***n;10%,50HZ
3、软件简介:
打标软件为WINDOWS界面,全中文操作系统,可以兼容PHOTOSHOP,COREDRAW,AUTOCAD等多种绘图软件,能够实现中英文文字、时间日期、条形码、二维码码、矢量图形、序列号等的标记,输出中英文、图形、各类条形码等,设备应具有随意选择雕刻字体大小,字型和镂空,实心等艺术字功能。
计算机系统与生产线服务器可进行联网,提取打印内容。由需方提供通信协议和接口方式,供方安装,达到只需简单确认即可自动打标,与网络失去联系时亦可手动打标,并满足生产节拍。具有各机构的逻辑顺序动作安全互锁功能。
***不同操作者以不同的权限,保证工作和原始参数不被随意修改。
XY自动校正,即当打印内容的X,Y方向数据互换时,软件自动进行比例调节,使打印内容符合要求。
程序设置三种输入方式
网络方式:从设定的服务器上获取打印内容
扫描方式:通过扫描器现场扫描输入打印内容
文件方式:通过指定的存放有型号的文件读取文件输入能储存不小于100种规格的数据
打印字符(内容、字号、间隔、方向),打印范围,打印原点等直接显示在计算机屏幕上
打号记录可以数据库形式存储,具备一年以上生产打印数据的存储量以便跟踪。数据存储时, 数据库按年月日进行分类储存号码. 号码是手动打印还是自动打印的作出标记
东莞聚星激光设备有限公司佛山分公司
普通会员第7年
|
公司主营:佛山五金激光打标机,塑料激光镭雕机