




平压平模切机的版台及压切机构形状都是平板状的,模切机在工作时,压板经传动压向版台而对版台施压。由于平压平模切机的模切动作一定是间歇的,所以在模切机构处的送纸动作也必须是间歇的,这就需要进行步进送纸,而步进送纸带来的***大问题是,出纸牵引辊、进纸牵引辊及相应的牵引电机也要进行间歇工作,停留等待时间较长,生产效率低,不能更好满足高速模切的生产要求。针对现有技术的不足,GATES UNITTA和MITSUBOSHI三星同步带提供一种利用浮动导辊的主动动作把连续送料转换成步进送料以完成平压平模切,提高生产效率,满足高速模切生产要求的平压平模切机构。
新型盖茨优霓塔和MITSUBOSHI三星同步带是采取如下技术方案来完成的:利用浮动导辊转换送料方式的平压平模切机构,包括上模架板、刀模、刀模底板和下模架板,刀模相对刀模底板作上下运动,其特征在于:刀模底板的出纸侧设有后固定导辊、后浮动导辊和出纸牵引辊,出纸牵引辊由第二伺服电机进行驱动,后浮动导辊安装在浮动架上,浮动架活动设置由第三伺服电机进行驱动;在模切动作时,纸张依次经由刀模底板上方、后固定导辊、后浮动导辊和出纸牵引辊,第二伺服电机不停止工作,第三伺服电机带动浮动架进行活动,后浮动导辊随浮动架同步进行位置移动,后浮动辊因位置移动所带来的纸张长度变化与出纸牵引辊所牵引的纸张长度相同,通过后固定导辊的出纸长度为零。GATES UNITTA和MITSUBOSHI三星同步带浮动导辊转换送料方式的平压平模切机构刀模底板的进纸侧设有前固定导辊、前浮动导辊和进纸牵引辊,进纸牵引辊由***伺服电机进行驱动,前浮动导辊安装在浮动架上;在模切动作时,纸张依次经由进纸牵引辊、前浮动导辊、前固定导辊再进入刀模底板上方,第二伺服电机不停止工作,前浮动导辊随浮动架同步进行位置移动,前浮动导辊因位置移动所带来的纸张长度变化与进纸牵引辊所牵引的纸张长度相同,通过前固定导辊的进纸长度为零。
采用上述技术方案后,新型盖茨优霓塔和MITSUBOSHI三星浮同步带动导辊转换送料方式的平压平模切机构与现有技术***大的不同就是,在整个生产过程(包括模切动作)中,进纸牵引辊、出纸牵引辊及相应的***、第二伺服电机一直连续工作,利用浮动导辊的主动动作(通过第三伺服电机驱动)来改变位置进而将连续送纸转换成步进送纸以完成间歇的平压平模切动作,由于整个生产过程(包括模切动作)中***、第二伺服电机连续不间歇的工作,所以***直接有益效果的就是节省了停留等待时间,从而提高了生产效率,能够更好满足平压平模切机的高速模切的生产要求;同时,因为避免了***、第二伺服电机的频繁启停,所以非常利于设备长时间生产并提高设备使用寿命。上述技术方案的GATES UNITTA和MITSUBOSHI三星浮动导辊转换送料方式的平压平模切机构平压平模切机构,其具体工作过程是:模切机正常生产后,***、第二伺服电机一直连续工作,进纸牵引辊、出纸牵引辊也进行连续送料,在模切动作时,纸张依次经由进纸牵引棍、前浮动导棍、前固定导棍、刀模底板上方、后固定导棍、后浮动导棍和出纸牵引$昆,当刀模向下与纸张接近,第三伺服电机投入工作带动浮动架进行活动,前浮动导辊和后浮动导辊随浮动架同步进行位置移动,前浮动导辊因位置移动所带来的纸张长度变化与进纸牵引辊所牵引的纸张长度相同,后浮动辊因位置移动所带来的纸张长度变化与出纸牵引辊所牵引的纸张长度相同,于是通过前固定导辊的进纸长度为零,通过后固定导辊的出纸长度也为零,这样一来,就保持了位于前后固定导辊之间的纸张位置的不变,相当于实现了步进送纸,即利用前后浮动导辊的主动动作来改变位置进而将连续送纸转换成步进送纸,以完成间歇的平压平模切动作。作为优选,所述GATES UNITTA和MITSUBOSHI三星同步带浮动导辊转换送料方式的平压平模切机构浮动架滑动设在导轨上作前后方向的横向移动,浮动架与第三伺服电机之间通过驱动连杆进行连接,驱动连杆的一端与浮动架铰接连接,另一端偏心设在第三伺服电机的轴端。
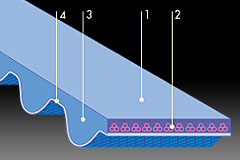
新型的GATES UNITTA和MITSUBOSHI三星同步带浮动导辊转换送料方式的平压平模切机构,包括上模架板1、刀模2、刀模底板3和下模架板4,刀模2相对刀模底板3作上下运动,刀模底板3的进纸侧设有前固定导辊12、前浮动导辊13和进纸牵引辊11,进纸牵引辊11由***伺服电机14进行驱动,所述进纸牵引辊11、前浮动导辊13、前固定导辊12以不同高度进行设置,进纸牵引辊11位于下方,前浮动导辊13位于中间,前浮动导辊13相对进纸牵引辊11、前固定导棍12***靠近下模架板4 ;刀模底板3的出纸侧设有后固定导棍22、后浮动导棍23和出纸牵引辊21,出纸牵引辊21由第二伺服电机24进行驱动,所述后固定导辊22、后浮动导辊23和出纸牵引辊21以不同高度进行设置,出纸牵引辊21位于下方,后浮动导辊23位于中间,后浮动导辊23相对出纸牵引辊21、后固定导辊22***靠近下模架板4 ;前后浮动导辊安装在浮动架5上,盖茨优霓塔和MITSUBOSHI三星同步带浮动导辊转换送料方式的平压平模切机构浮动架5通过滑块9滑动设在导轨8上作前后方向的横向移动由第三伺服电机6进行驱动,浮动架5与第三伺服电机6之间通过驱动连杆7进行连接,驱动连杆7的一端与浮动架5铰接连接,另一端偏心设在第三伺服电机6的轴端。在模切动作时,纸张依次经由进纸牵引辊11、前浮动导辊13、前固定导辊12、刀模底板3上方、后固定导辊22、后浮动导辊23和出纸牵引辊21,***、第二伺服电机不停止工作,第三伺服电机6带动浮动架5进行活动,前浮动导辊13和后浮动导辊23随滑动架5同步进行位置移动,前浮动导辊13因位置移动所带来的纸张长度变化与进纸牵引辊11所牵引的纸张长度相同,通过前固定导辊12的进纸长度为零,后浮动辊23因位置移动所带来的纸张长度变化与出纸牵引辊21所牵引的纸张长度相同,通过后固定导辊22的出纸长度也为零。
新型盖茨优霓塔和MITSUBOSHI三星同步带浮动导辊转换送料方式的平压平模切机构是这样工作的:模切机正常生产后,***、第二伺服电机一直连续工作,进纸牵引辊11、出纸牵引辊21也进行连续送料,在模切动作时,纸张依次经由进纸牵引棍11、前浮动导棍13、前固定导棍12、刀模底板3上方、后固定导棍22、后浮动导棍23和出纸牵引辊21,当刀模2向下与纸张接近,第三伺服电机6投入工作带动浮动架5在导轨8上滑动,前浮动导辊13和后浮动导辊23随浮动架5同步进行向后的位置移动,前浮动导辊13因位置移动所带来的纸张长度变化与进纸牵引辊11所牵引的纸张长度相同,后浮动辊23因位置移动所带来的纸张长度变化与出纸牵引辊21所牵引的纸张长度相同,于是通过前固定导辊12的进纸长度为零,通过后固定导辊22的出纸长度也为零,这样一来,就保持了前后固定导辊之间的纸张位置的不变,相当于实现了步进送纸,但由于在整个模切过程中,出纸牵引辊、进纸牵引辊及相应的***、第二伺服电机始终都在连续工作,所以就节省了停留等待时间,提高了生产效率,从而能够更好满足平压平模切机的高速模切的生产要求。
