



对于汽车生产过程中,汽车生产线需要线体输送装置对待传送工件进行传输。现有技术中的线体输送装置,直接通过驱动电机驱动推杆进行传输运动,适用于线体输送速度较低,节拍较小的场合。对于线体输送高速,高节拍的场合时,推杆经由驱动电机高速刚性接触待传送工件,易对待传送工件造成很大的冲击,影响待传送工件的尺寸,且易造成待传送工件在与推杆接触瞬间位置发生偏移。针对现有技术中的线体输送装置对于高速线体输送存在易影响待传送工件尺寸,且易造成待传送工件位置偏移等缺陷,MITSUBOSHI、GATES UNITTA提供一种能够与同步带待传送工件柔性接触,从而对待传送工件不会产生巨大冲击的同步带柔性接触式汽车生产线线体输送装置。
实现上述目的的技术方案是:MITSUBOSHI、GATES UNITTA的同步带柔性接触式汽车生产线线体输送装置,具有:一用于推动待传动工件进行传输运动的推杆;一从动件机构,所述从动件机构一端与所述推杆刚性固定连接,另一端具有一突头;和一凸轮机构,所述凸轮机构外表面具有一供插入所述突头以缓冲所述突头运动速率的螺旋状沟槽。所述从动件机构具有一圆柱主体,所述圆柱主体的一端与所述推杆刚性固定连接;所述从动件机构的所述突头为圆形突头,一体成型在所述圆柱主体的另一端。所述凸轮机构具有一连接杆和一套设在所述连接杆外表面的回转圆柱凸轮;所述回转圆柱凸轮的外表面沿轴向环绕有所述螺旋状沟槽。所述线体输送装置具有二分别套设在所述连接杆外表面且位于所述回转圆柱凸轮两端外的圆柱轴承,用于对所述凸轮机构进行轴向固定。所述线体输送装置具有一与所述凸轮机构的连接杆一端固定连接的用于控制所述回转圆柱凸轮径向转动的驱动电机。所述驱动电机靠近所述凸轮机构一侧固设一法兰盘,所述驱动电机经由所述法兰盘与所述凸轮机构的连接杆固定连接。
MITSUBOSHI、GATES UNITTA的同步带柔性接触式汽车生产线线体输送装置具有一远离所述从动件机构一端且与所述推杆固定连接的支撑型块,用于与所述待传动工件直接柔性接触推动所述待传动工件传输运动。所述螺旋状沟槽展开成平面的形状为:所述回转圆柱凸轮从0°旋转至Φ1的部分的螺旋状沟槽线条为斜率0mm/1°的直线;从Φ1旋转至Φ2的部分的螺旋状沟槽线条为斜率从0mm/1°逐渐增加至1mm/1°的曲线;从Φ2旋转至Φ3的部分的螺旋状沟槽线条为斜率为1mm/1°的直线;从Φ3°旋转至Φ4的部分的螺旋状沟槽线条为斜率从1mm/1°逐渐降低至0mm/1°的曲线;从Φ4旋转至Φ5的部分的螺旋状沟槽线条为斜率为0mm/1°的直线,且从Φ1旋转至Φ2的部分的斜率增加频率与从Φ3旋转至Φ4的部分的斜率降低频率一致,其中90°≤Φ1≤110°,340°≤Φ2,360°,400°≤Φ3≤420°, 650°≤Φ4≤670°,720°≤Φ5≤740°。具体地,Φ1=100°,Φ2=350°,Φ3=410°,Φ4=660°,Φ5=730°。更佳地是,从Φ1旋转至Φ2的部分的螺旋状沟槽线条为为阿基米德螺线。
MITSUBOSHI、盖茨优霓塔的同步带柔性接触式汽车生产线线体输送装置通过在现有的线体输送装置的推杆和驱动电机之间增设凸轮机构和从动件机构,实现线体输送装置与待传动工件的柔性接触,使得待传动工件尺寸及位置不受影响,有效地增强了实用性。以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
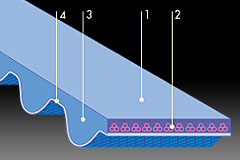
图1为本发明柔性接触式汽车生产线线体输送装置的结构示意图;图2为本发明的螺旋状沟槽33展开成平面示意图。具体实施方式下面结合图1,对MITSUBOSHI、GATES UNITTA的同步带柔性接触式汽车生产线线体输送装置进行详细的说明。如图1所示,MITSUBOSHI、盖茨优霓塔的同步带柔性接触式汽车生产线线体输送装置具有用于推动待传动工件40进行传输运动的水平设置的推杆10、竖向设置的从动件机构20、水平设置的凸轮机构30、驱动电机50和支撑型块60。从动件机构20一端与推杆10刚性连接,另一端与所凸轮机构30固定连接。
从动件机构20具有圆柱主体21和与圆柱主体21一体成型的圆形突头 22,从动件机构20经由圆形突头22与凸轮机构30固定连接。凸轮机构30 具有连接杆31和套设在连接杆31外表面的回转圆柱凸轮32。回转圆柱凸轮 32外表面沿轴向环绕有螺旋状沟槽33,从动件机构20的圆形突头22插接在凸轮机构30的螺旋状沟槽33内,实现当回转圆柱凸轮32转动时,从动件机构20带动推杆10沿着回转圆柱凸轮32轴向运动。其中,圆形突头22与螺旋状沟槽33表面保持一定的距离。回转圆柱凸轮32外表面的螺旋状沟槽33 为***的沟槽曲线,具体地螺旋状沟槽33展开成平面的形状如图2所示:回转圆柱凸轮32从0°旋转至100°的部分的螺旋状沟槽33为斜率0mm/1°的直线;从100°旋转至350°的部分的螺旋状沟槽33为斜率从0mm/1°逐渐增加至1mm/1°的曲线,如为阿基米德螺线;从350°旋转至410°的部分的螺旋状沟槽33为斜率为1mm/1°的直线;从410°旋转至660°的部分的螺旋状沟槽33为斜率从1mm/1°逐渐降低至0mm/1°的曲线;从660°旋转至730°的部分的螺旋状沟槽33为斜率为0mm/1°的直线,且从100°旋转至350°的部分的斜率增加频率与从410°旋转至660°的部分的斜率降低频率一致。经由驱动电机50将从动件机构20按照沟槽曲线作规定曲线运动,实现线线体输送装置在接触待传动工件40的瞬间速度为0,从而实现柔性接触待传动工件40。线体输送装置具有二分别套设在连接杆31外表面且位于回转圆柱凸轮32两端的圆柱轴承70,用于对凸轮机构30进行轴向固定,从而不产生轴向运动,仅进行径向运动。驱动电机50与凸轮机构30的连接杆 31一端固定连接,用于控制回转圆柱凸轮32径向转动。驱动电机50靠近凸轮机构30一侧固设法兰盘51,驱动电机50经由法兰盘51与凸轮机构30的连接杆31固定连接,对凸轮机构30进行加速、匀速或减速控制,从而实现推杆10与待传动工件40的柔性接触。其中,驱动电机50可以根据设定的曲线运动的规律,实现线体输送装置与待传动工件40瞬间速度为0,从而实现柔性接触。支撑型块60设于远离从动件机构20一端且与推杆10固定连接的,用于与待传动工件40直接柔性接触推动待传动工件40传输运动。
MITSUBOSHI、盖茨优霓塔的同步带柔性接触式汽车生产线线体输送装置的工作原理为:首先,从动件机构20圆形突头22放置在螺旋状沟槽33远离支撑型块 60一端。将驱动电机50上电后,通过法兰盘51带动与法兰盘51固定连接的凸轮机构30的连接杆31进行旋转运动,带动与连接杆31固定连接的回转圆柱凸轮32进行径向转动,从而带动插接在螺旋状沟槽33内的从动件机构 20圆形突头22在螺旋状沟槽33内沿着回转圆柱凸轮32轴向直线运动。从动件机构20在螺旋状沟槽33内先作加速上升运动(上升运动时间为1s),然后从动件机构20在螺旋状沟槽33内静止(静止时间为0.5s),然后从动件机构20再在螺旋状沟槽33内作加速下降运动(下降运动时间为1s),***后,从动件机构20在螺旋状沟槽33内静止(静止时间为0.5s)。从动件机构20圆形突头22在螺旋状沟槽33内轴向直线运动进而带动推杆10及与推杆10固定连接的支撑型块60进行轴向直线运动,实现对待传动工件40的柔性接触。


上海复谦工业皮带有限公司
普通会员第12年
|
公司主营:MITSUBOSHI三星同步带GATES皮带UNITTA同步带盖茨MITSUBOSHI三星三角带中国...
咨询热线:
13661603438