一、产品介绍
全合成冲压与拉伸润滑油采用水性润滑剂、水溶性油性剂、水溶性极压抗磨剂及铝材水性保护剂等添加剂调配而成。是专为金属铝及其合金拉伸、冲压、冲切成型工艺而配制的水溶性润滑油。
二、产品特性
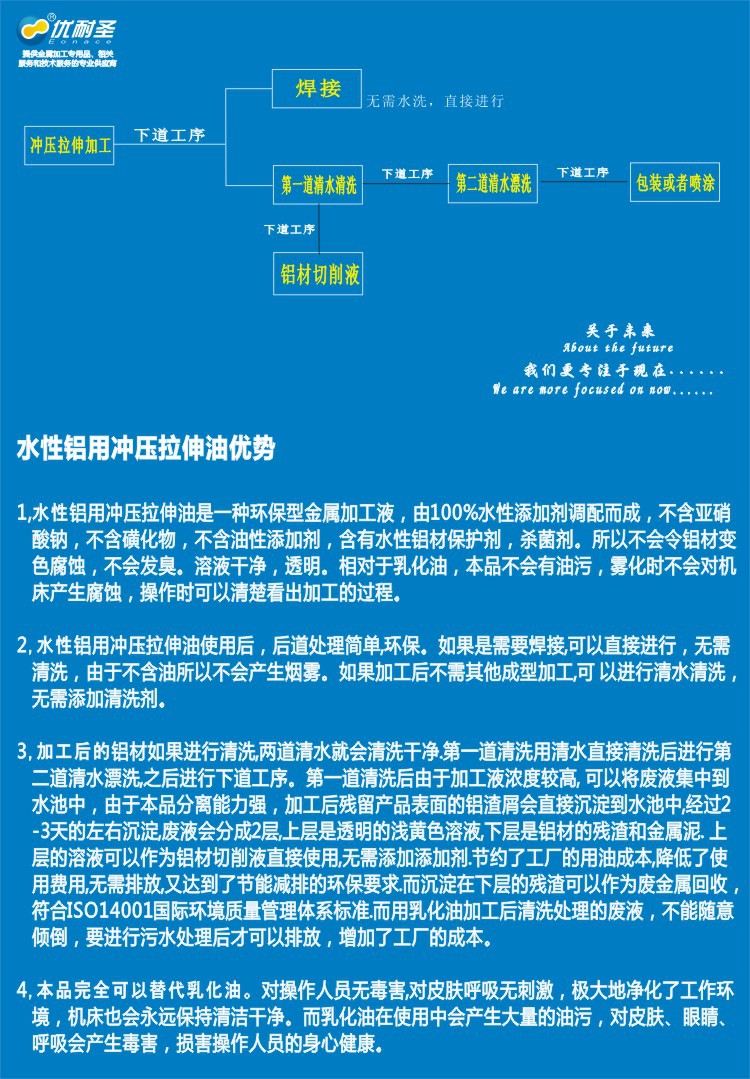
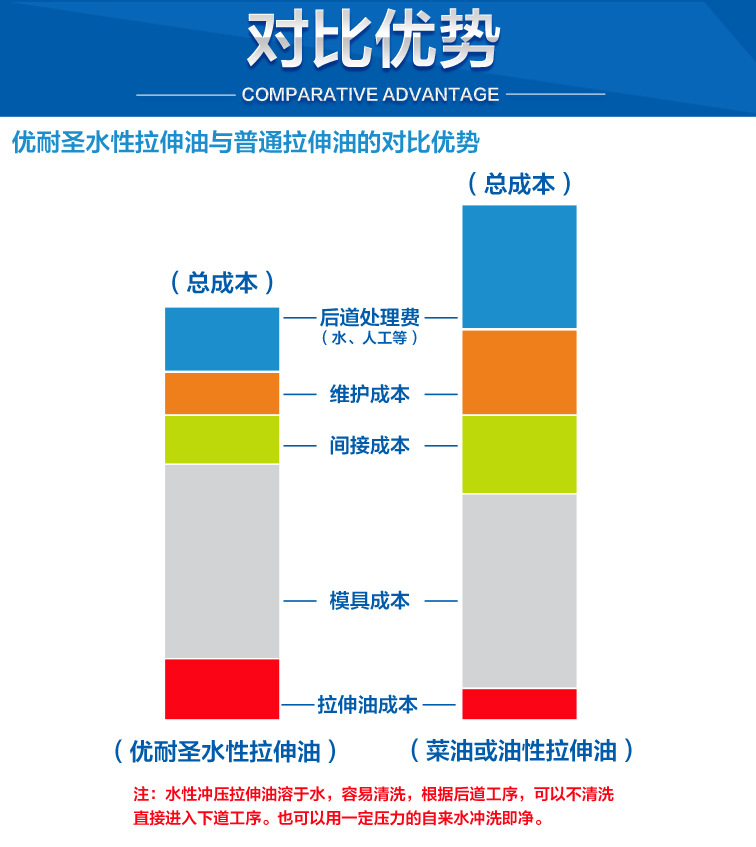
全合成冲压与拉伸润滑油因为不含油,所以在加工过程中具有无油雾、少油雾、易清洗、可直接焊接等优点。可以直接使用,也可以根据工况的难易程度用水稀释成不同的浓度,节省更多的成本
1)外观***透明液体。
2)具有良好的润滑性、冷却性、和抗磨拉伸性能,解决了冷冲压件出现断裂、起皱、拉伤及冲压模具使用寿命短等问题,满足一定程度冲压工艺的质量要求。
3)可清洗性
清洗:冲压后工件表面粘附的稀释液用一定压力的清水(自来水)冲洗即净,晾干后可抛光处理。可以不用清洗,直接进入焊接工序均可。
4)拉伸冲压后工件表面具有较忧良的光洁性,工件的可焊性,可喷涂性均较佳,同时还具有良好的防锈性。并对铝及其合金具有***化性能。对产品无腐蚀。
5)不容易发生霉变,对环境污染少。
三、使用方法
1)兑水比例:不兑水或1:1-5(1份液:1-5份水)搅拌均匀,调匀后备用.
不过,拉伸使用中,材质、模具、压力大小、产品形状,拉伸高度,拉伸油使用习惯(工人操作方式)、拉伸油等因素的影响,加水的比例不固定。只有先试用,在使用中注意以上方面的因素进行调整。
2)涂刷法:毛刷直接涂刷在料片上即可拉伸。
浸泡法:用大盆盛装稀释液,料片在液里过一下稍晾让余液滴下即可。
机器辊刷:在冲压拉伸前辊刷,以免凉干起不到效果。
3)隔天的稀释液第二天用时,先搅拌后用.
4)二次以上拉伸的,二、三道工序均涂刷拉伸液可免爆。
5)特殊用法
模具硬度不足/材料不达标/拉伸涨型程度(稍)大而容易出现坑状拉伸纹或不理想拉伸效果时,直接使用原液拉伸.
四、注意事项
1)低温拉时,模具要热可防止工件爆裂,或应及时退火。
2)拉伸液在料片上干燥后无润滑效果。
3)注意清除料片及拉伸液上的脏物,过滤即可。
4)***拉伸如出现拉伸高度不足或起皱、边小情况,尝试加大拉伸压力并加适量的原液再试。
五、标志、包装、运输、储存
标志、包装、运输、储存及交货验收按照SH/T0164执行。
产品包装规格:20KG/20L/桶