



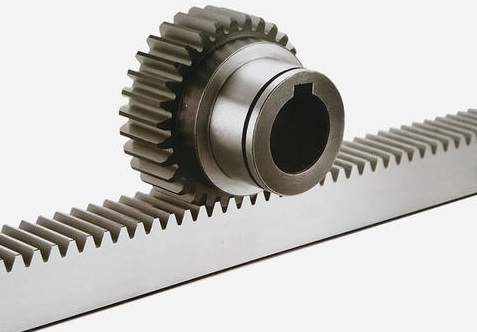
齿轮齿条传动主要参数计算:
齿轮齿条传动的***重要参数是:速比与推力。
齿轮齿条传动比是主动齿轮和从动齿轮的角速度之比,它反映了从动轮和主动轮的大小之比。
传动比的计算方法如下:
传动比=使用扭矩÷9550÷电机功率×电机功率输入转数÷使用系数;
传动比=主动轮转速/从动轮转速的值=它们分度圆直径的倒数的比值。即:i=n1/n2=D2/D1
对于多级齿轮齿条传动:
1.每两轴之间的传动比按照上面的公式计算。
2.从***轴到第n轴的总传动比等于各级传动比之积。
齿条传动过程中,齿轮和齿条可以选择不同的螺旋角。
β=19°31′42″属于***常见的斜齿条类型,也可以选用其他角度的斜齿条。
斜齿条和直齿条对比而言:啮合系数更大,运动更平稳,噪音小。
直齿条的成本比直齿条低5%左右,更具有经济性。
我公司开发出的斜齿条,从10°,20°,25°等,用户机床,自动化,机器人等领域。
研磨齿条,磨齿齿条,高精度齿条:制造方法及产品介绍。
研磨齿条:在其他金属切削加工方法未能满足工件精度和表面粗糙度要求时,所采用的一种精密加工工艺。研磨的基本原理是在工件与工件之间,或在研具与工件之间加入研磨剂,在一定的压力下,研磨剂中的磨料对工件进行微量切削。一般来说,压力越大研磨效率越高。
齿条齿面可以采用研磨齿面,或者成型磨床精密磨削齿面。均可达到DIN5级精度要求。
成型磨床磨制齿条:成型磨床用于加工各种工件的内外圆柱面、圆锥面和平面,以及螺纹、齿轮齿条和花键等特殊、复杂的成形表面。
由于磨粒的硬度很高,磨具具有自锐性,磨削可以用于加工各种材料,包括淬硬钢、高强度合金钢、硬质合金、玻璃、陶瓷和大理石等高硬度金属和非金属材料。成型磨床可以直接磨齿到DIN5级精度,Ra0.8.
北京佩思曼公司可以承接磨齿齿条加工,非标齿条订做。
磨齿齿条的齿面粗糙度小于Ra0.8,因此移动噪音很小,小于45分贝,高精度设备,推荐研磨齿条(恒温磨制齿条,磨削齿条)系列。
磨齿齿条的齿距误差小于0.005mm,运动非常平稳,无异动振动,研磨齿条的齿面高速移动稳定。
精密齿条的精度等级分为:DIN4,DIN5,DIN6,DIN7,DIN8等几个等级,齿面又可分为软齿面和硬齿面。
其中7级以上齿条不需要磨齿,7级(含)以下齿条需要磨齿加工。
我公司可以磨齿加工5级以上精密齿条,研磨齿条等,齿面淬火以后,磨齿加工。
研磨齿条齿面硬度HRC60(渗碳淬火);并可做防锈处理。
精密齿条主流品牌分为:德国齿条,瑞士齿条,日本齿条,意大利齿条,台湾齿条,国产齿条这六种主流磨齿齿条厂家供货。
齿条价格也基本可以按照从高到低的顺序如此排列。
国产精密齿条缘于欧洲进口磨齿设备的引进,国产精密齿条的精度大大提高,精度已经可达到DIN5级,完全可以与进口齿条互换使用,价格优惠50%以上。
国内精密齿条通常用42GrMo精密齿条代替进口的45钢精密齿条,达到了和进口一致的效果。
高速精密齿条参数如下:
精度等级:DIN 3962(DIN 867) — L5e24。
相邻齿距误差fp≤0.003mm;累计误差Fp≤0.035mm/m;
研磨齿条材料:45; 42CrMo; 20CrMnMo。
齿面硬度:45 - HR***5(中频表淬);
42CrMo - HRC50(中频表淬);
20CrMnMo - HRC58(渗碳淬火)。
高精度齿轮齿条成功替代了进口产品,有更好性价比。
磨制齿条,非标齿条,直齿条,斜齿条,磨削齿条,研磨齿条,精密齿条,铣齿齿条,均可以加工订做。
欢迎来电咨询。