




河北厂家供应镀锌铁皮保温管-架空镀锡铁皮聚氨酯保温管概述:
镀锌铁皮保温管是以镀锌铁皮为主要原材料,经过咬口、机械加工成型,具有现场制作方便,同时具有可设计性,是传统的通风、空调用管道,同时随着技术的发展,由以前的手工制作改变为现在的全部机械化生产,具有效率高,加工尺寸***等优点。
河北厂家供应镀锌铁皮保温管-架空镀锡铁皮聚氨酯保温管镀锌铁皮机械化成型工艺:
本公司引进风管咬口机械设备,不仅对普通的矩形风管进行机械化作业,同时对异形风管也可实现机械咬口,本工艺具有型钢切断机,多功能咬口机,多功能合缝机。
镀锌铁皮制作规定:
制作风管前,首先要检查采用的材料是否符合质量要求,有否出厂合格证明书或质量鉴定文件。若无上述证明文件则应进行外观检查,并应符合下列要求:
1.板材表面应平整,厚度应均匀,无凸凹及明显的压伤现象,并不得有裂纹、砂眼、结疤及刺边和锈蚀情况;
2.铁皮应该等型、均匀,不应有裂纹、气泡、窝穴及其他影响质量的缺陷;
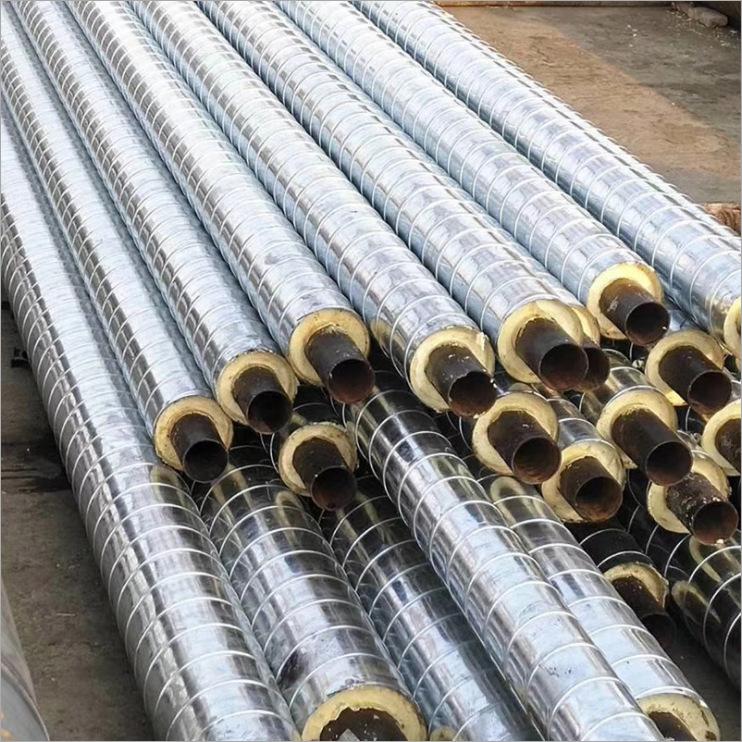
河北厂家供应镀锌铁皮保温管-架空镀锡铁皮聚氨酯保温管镀锌铁皮保温管从里到外分三层结构:
***层:工作钢管层 根据设计和客户的要求一般选用无缝管(GB8163至87)螺旋焊管(GB9711至88;SY/T5038至92)和直缝焊管(GB3092至93)。钢管表面经过***的抛丸除锈工艺处理后,钢管除锈等级可达GB8923至1988标准中的Sa2级,表面粗糙度可达GB6060.5至88标准中R=12.5微米
第二层:聚氨酯保温层 用高压发泡机在钢管于外护层之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液而成。即俗称的“管中管发泡工艺”。其作用一是防水,二是保温,三是支撑热网自重。当输送介质温度为:-50℃-120℃时,选用硬质聚脲酸酯泡沫塑料做保温层。
第三层:镀锌铁皮保护层 预制成0.5mm厚的铁皮管材,其作用一是保护聚氨酯保温层免遭机械硬物***,二是防腐防水。镀锌铁皮优点:防火不燃烧、制作方便、风管内壁光滑、阻力小、气密性好、承压强度高,抗静压能力强,易搬运,受碰撞不会导致破损。
河北厂家供应镀锌铁皮保温管-架空镀锡铁皮聚氨酯保温管镀锌铁皮保温管施工工艺:
镀锌铁皮保温管先生产 出镀锌铁皮外护管,然后在镀锌铁皮外护管与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的"两步法"。
出镀锌铁皮外护管,然后在镀锌铁皮外护管与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的"两步法"。
镀锌铁皮保温管制作流程:钢管除锈--聚氨酯发泡--成形--成品检测--入库
1、除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的高密度聚乙烯外护管→。
B.除锈处理后的钢管→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入高密度聚乙烯外护管内,直至芯管两端***部分均为150mm-250mm。
C.将符合芯管直径和保温层厚度的卡头(内涨或外卡)封堵在管道两端并将其锁紧。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注发泡:
河北厂家供应镀锌铁皮保温管-架空镀锡铁皮聚氨酯保温管调整发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后,在外护管中间正上位置开浇注孔→将发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品