无论是粗加工变速箱壳体装配面、底面、顶面,还是精镗缸孔,郑州博特均有***经济***可行的加工方案。变速器壳体要求加工的表面很多。在这些加工表面中,平面加工精度比孔
可加工精度容易保证,于是壳体中主要孔的加工精度、孔系加工精度就成了工艺关键问题。
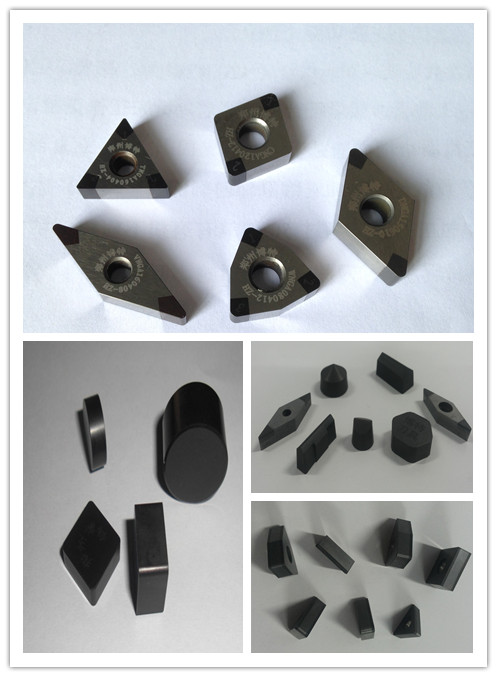
PCBN刀具加工变速箱的优势
1.结构设计合理,刃口处理多样化、精细化
2.寿命长,减少换刀次数,提高加工效率,降低成本,降低劳动强度
3.轻快切削,适宜低速大切深加工,提高工件质量,延长机床寿命
4.可转位精度高,减少对刀时间,提***率
5.加工稳定,波动小,更适合全自动流水线使用
6.耐磨性好,保证工件更小的尺寸波动
7.节省工时,降低加工成本
在对汽车变速箱孔系进行加工时,可广泛使用PCBN复合刀具,由于复合刀具一次可完成多个工序的加工,集中工序的同时也利于减少换刀时间。加工变速箱缸孔的用户也应该了解实际生产中影响孔系加工精度的因素有许多,如镗杆的刚性,镗杆与导套的精度及配合情况,镗孔时的进给方式,镗孔过程中产生的切削热和夹紧力等均对镗孔精度起影响,孔系加工精度还受到镗床精度的影响。一般镗床镗出的孔距精度为0.020.06毫米,精密坐标镗床镗出的孔距精度可保持在0.010.03毫米。郑州博特硬质材料有限公司提供的***佳的刀具设计方案和高速切削CBN刀片产品,能够可靠而又***地实现汽车零部件的加工,解决加工过程中遇到的难题。
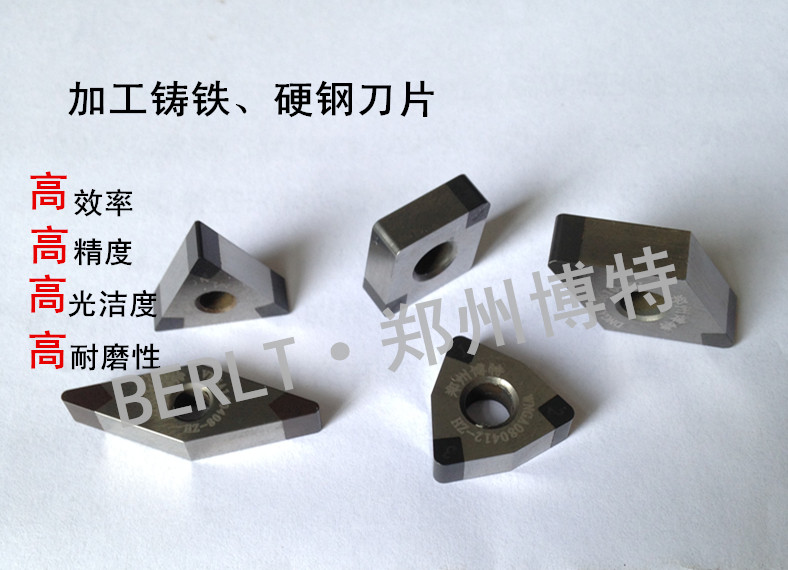
汽车变速箱箱体加工方案
加工部位:箱体面铣
工件材质:灰铸铁
硬度:HB200-300
加工工序:半精铣、精铣
刀片:SNFN120412CBN整体刀片
加工参数:
切削深度:ap=2mm
进给速度:f=5000mm/min
转速:n=6000r/min
联系人:孙女士
手机:15286801172
******:0371-67859773
******:1767933462
立方氮化硼刀具:
微信公众号:berlt7075(博特刀具)