



加工刀具的选择。粗加工阶段,以***率、低成本为目标,对刀具要求较低。但因切削余量大,产生大量切削热,加大了残余应力,因此要求刀具应保持锋利,加工时保持充分冷却。精加工阶段,选择刀具应有足够刚度并有良好耐磨性,以保证尺寸及形位公差精度,刀具应保持锋利,切削刃光洁度良好,以减小切削力,降低切削热,并使切削过程平稳,减小系统颤振。尽量选用硬质合金铣刀及涂层刀,有条件时,可选用聚晶金刚石刀具。
工装应设计合理,***可靠,夹、压力既能满足装夹需求,又能***大限度减小对零件变形的影响。
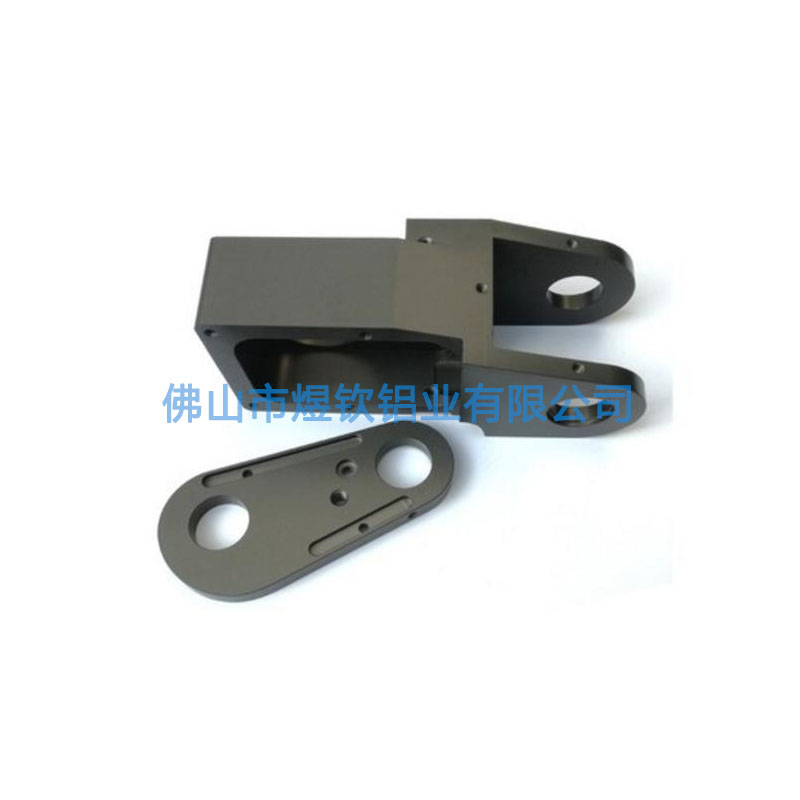
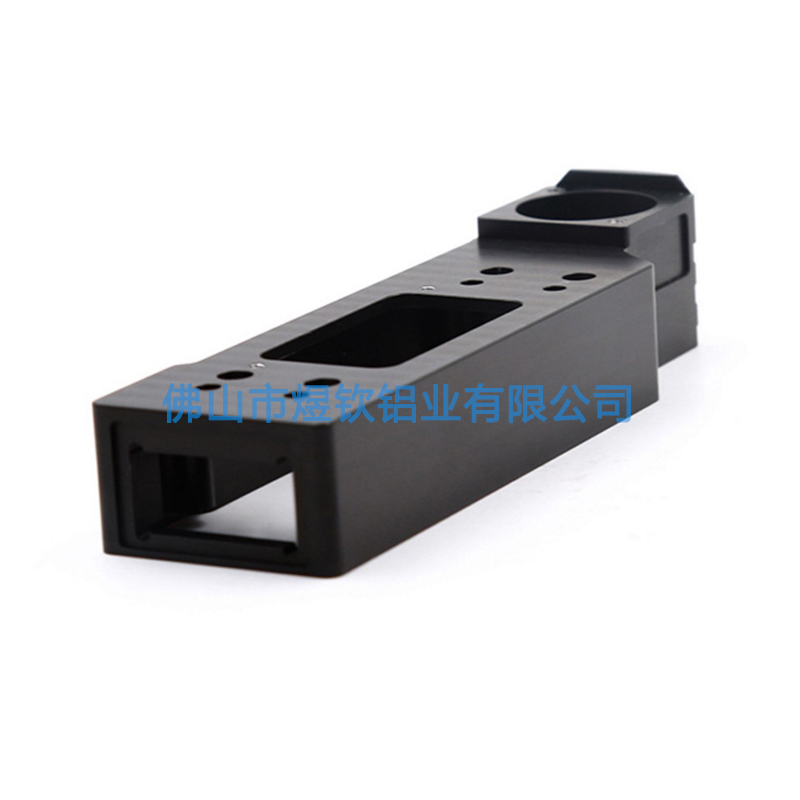
必须制定合理的工艺路线。因结构复杂,精度高,复杂铝合金结构件必须分粗加工、半精加工、精加工,并在中间穿插热处理工序,以减小残余应力的影响。工序 间余量分配,应根据各个零件结构特点,合理分配,在能保证变形后余量足够的前提下,尽量减小精加工余量。对公差较大的尺寸要素,应在半精加工时得到保证,以减少精加工去除余量,减少变形几率。佛山铝制品压铸加工哪家***
