



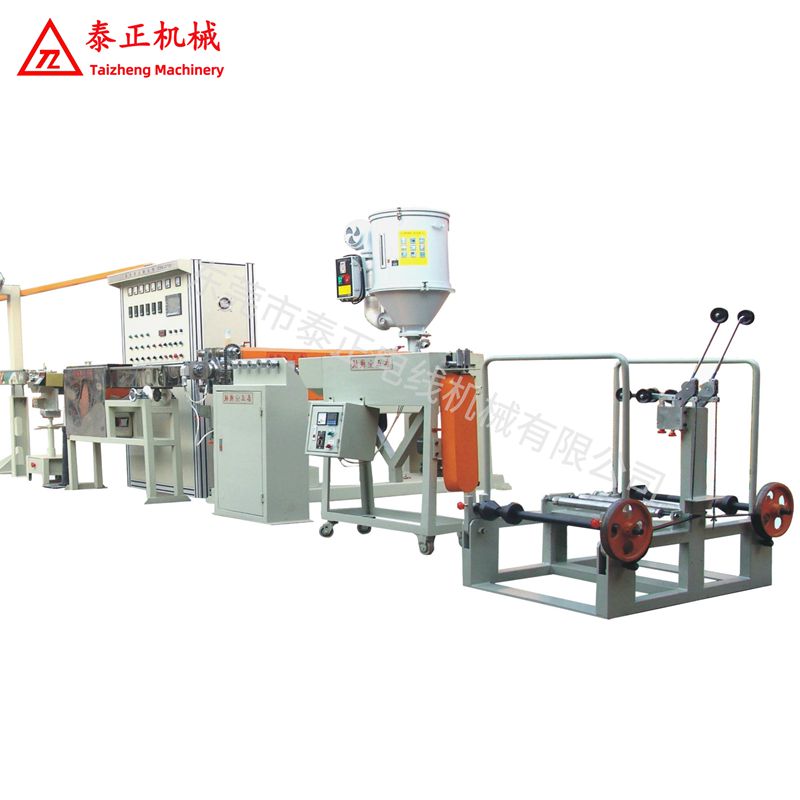
上海硅胶线押出机,辐照橡胶线挤出机供应,要自己工作,并成为一名合格的押出生产操作工,应注意下列事项:交班时应把本班次生产设备发生的问题应提示给下一班注意的问题交接清楚;把本班生产量和产品的质量情况及生产用工器具做好交接班记录。检查检查押出机机筒、工艺控制温度是否在生产要求的工艺温度范围内。按产品的质量情况,根据自己的操作经验,可适当的调整。
上海硅胶线押出机,辐照橡胶线挤出机供应,螺杆的有效长度螺杆外径(一般PVC发泡PE、螺杆L/D均在20以上)压缩比(CR)=供料段沟深(一般PVC发泡PE、导电PE押出采用较低的压缩比,计量段沟深螺杆热安定性良好的PE、PP押出则采用较高压缩比螺杆。)螺杆与螺缸内壁的间隙在机械制造允许下,间隙愈小愈好,如果间隙很大的时候,材料会产生很大的逆流,使押出量减少,押出效率降低,同时在反压大时,因压力变动对押出量影响很大,造成材料流动不均现象,会影响线缆外径的控制,并使成品品质下降。
在箱体内加入润滑油,至游标所示中位,并启动油泵进行试润滑,在将油添加至游标中位。检查所有上下水管、油管、真空管路,均应畅通,无,各控制阀门均应调节灵便。确认主机螺杆筒体组合构型是否适合于将要进行的物料品种,若明显不适合,则进行重新组合调整。上海硅胶线押出机,辐照橡胶线挤出机供应,检查各热电偶、熔体传感器等检测元件安装是否良好。检查主电机和喂料电机的旋转方向,面对挤出机主机出料机头,主机为顺时针方向旋转。对油真空排气要求的作业,应在冷凝罐内加好洁净自来水至规定的水位。
上海硅胶线押出机,辐照橡胶线挤出机供应,关闭真空管路及冷凝罐各阀门,检查排气室密封圈是否良好。挤出机主机冷却为软水冷却。检查电气配线是否准确及无松动现象。高速押出机材料塑化不良及对策随着生产技术水平的不断提高及研发力度的不断加大,使电线电缆设备工艺、性能日趋***精良,多项技术指标在同行中保持***水平,从而得到广大客户及业内人士的广泛赞誉。